




Китай гидравлический диаметр цилиндра
Когда слышишь 'гидравлический диаметр цилиндра', первое, что приходит в голову — это банальный внутренний диаметр гильзы. Но на практике всё сложнее. Многие коллеги до сих пор путают его с условным проходом или вообще игнорируют при подборе уплотнений. А потом удивляются, почему клиенты жалуются на подтёки масла после полугода эксплуатации.
Что на самом деле скрывается за термином
Работая с гидроцилиндрами на производстве ООО Тяньцзинь Шуансян Гидравлические Компоненты, пришлось пересмотреть учебниковые определения. Гидравлический диаметр — это не просто цифра в чертеже. Для штоковых цилиндров он влияет на выбор манжет, для телескопических — на расчёт жёсткости стенок. Однажды пришлось переделывать партию цилиндров для экскаватора, потому что конструкторы взяли номинальный диаметр без учёта зазоров под уплотнения.
Особенно критично это для горной техники — там, где перепады давления достигают 400 бар. На сайте shuangxiang.ru мы как-то выкладывали техкарту по цилиндрам для буровых установок, так там пришлось отдельной графой прописывать допуски по гидравлическому диаметру. Иначе клиенты из карьеров присылали рекламации: мол, шток 'гуляет' после двухнедельной работы.
Кстати, о допусках. Если для стандартных гидроцилиндров разница между теоретическим и реальным диаметром может составлять до 0.3 мм, то для прецизионных систем (например, в станочных гидроприводах) этот параметр нужно держать в пределах 0.05 мм. Проверяли на координатно-расточных станках — там даже микронные отклонения вызывают биение поршня.
Ошибки при расчётах и их последствия
Самая распространённая ошибка — использовать голые табличные значения без поправок на рабочую среду. Помню случай с гидроцилиндром для автокрана: взяли стандартный диаметр 80 мм, а при -25°C масло МГЕ-46У загустело так, что поршень начал подрывать манжеты. Пришлось пересчитывать с учётом температурного расширения — фактический рабочий диаметр оказался на 0.15 мм меньше.
Ещё нюанс — шероховатость поверхности. Если гильза отполирована до Ra 0.1, а в расчётах использован диаметр по чертежу (без учёта выступающего слоя смазки), можно получить заниженную пропускную способность. Как-то раз для гидросистемы пресса пришлось увеличивать сечение на 2%, хотя по формулам всё сходилось. Практика показала — лучше закладывать запас.
Кстати, о формулах. Многие до сих пор используют упрощённые расчёты для круглых сечений, хотя в телескопических цилиндрах эффективный диаметр меняется на каждом этапе выдвижения. Мы в ООО Тяньцзинь Шуансян для спецзаказов всегда строим графики зависимости диаметра от хода штока — особенно для строительной техники с многосекционными цилиндрами.
Полевые наблюдения и неочевидные зависимости
Работая с карьерными самосвалами, заметил интересную вещь: при постоянных ударных нагрузках гидравлический диаметр цилиндра рулевого управления постепенно 'прирабатывается' — увеличивается на 0.2-0.3 мм за первые 2000 моточасов. Потом стабилизируется, но это нужно учитывать при проектировании ремонтных комплектов.
Для гидроцилиндров горного оборудования вообще отдельная история. Там, где есть вибрационные нагрузки (например, у перфораторов), диаметр гильзы может локально деформироваться в зоне крепления. Однажды разбирали цилиндр отбойного молотка после года эксплуатации — в средней части гильзы был эллипс 0.4 мм. Теперь всегда советуем клиентам из горной отрасли делать усиленные гильзы с запасом по толщине стенки.
Кстати, на сайте https://www.shuangxiang.ru есть технические отчёты по этой теме — мы как-раз анализировали деформации цилиндров для проходческих комбайнов. Там подробно расписано, как вибрация влияет на изменение рабочего диаметра.
Взаимосвязь с другими параметрами системы
Мало кто учитывает, что гидравлический диаметр напрямую влияет на скорость срабатывания золотников распределителей. Был случай с лесозаготовительной машиной — заменили цилиндры на аналогичные, но с другим допуском по диаметру, и механизм стал работать рывками. Оказалось, из-за изменения расхода масла через зазоры сбились настройки дросселей.
Для гидроцилиндров с полым штоком (такие часто используются в подъёмных системах) эффективный диаметр считается совершенно иначе. Там приходится учитывать не только основную гильзу, но и кольцевое сечение вокруг штока. Как-то пришлось пересчитывать всю гидросхему манипулятора — из-за неучёта этого нюанса грузоподъёмность упала на 15%.
Особенно внимательно нужно подходить к подбору уплотнений. Например, для манжет типа Hallprene разница между номинальным и рабочим диаметром всего 0.1 мм может сократить ресурс в два раза. Мы в своей практике всегда делаем пробную сборку с замером фактических зазоров — даже для серийных изделий.
Практические рекомендации и выводы
За годы работы с гидравликой выработал простое правило: никогда не заказывать цилиндры без паспорта с реальными замерами гидравлического диаметра. Особенно это касается китайской техники — там бывают surprises с допусками. Хотя у ООО Тяньцзинь Шуансян с этим строго — все цилиндры проходят контроль по трём точкам гильзы.
Для ремонтников совет: при замене уплотнений обязательно замеряйте внутренний диаметр гильзы микрометром — не доверяйте штамповке. Как-то видел, как в мастерской поставили ремкомплект для диаметра 100 мм в гильзу 100.2 мм — через месяц цилиндр 'запотел'.
И главное — помните, что гидравлический диаметр не статичен. Он меняется от температуры, давления и даже направления нагрузки. При расчётах всегда добавляйте поправочные коэффициенты — лучше перестраховаться, чем потом переделывать узел. Как показывает практика, 90% проблем с гидроцилиндрами связаны как раз с неучётом этих 'мелочей'.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
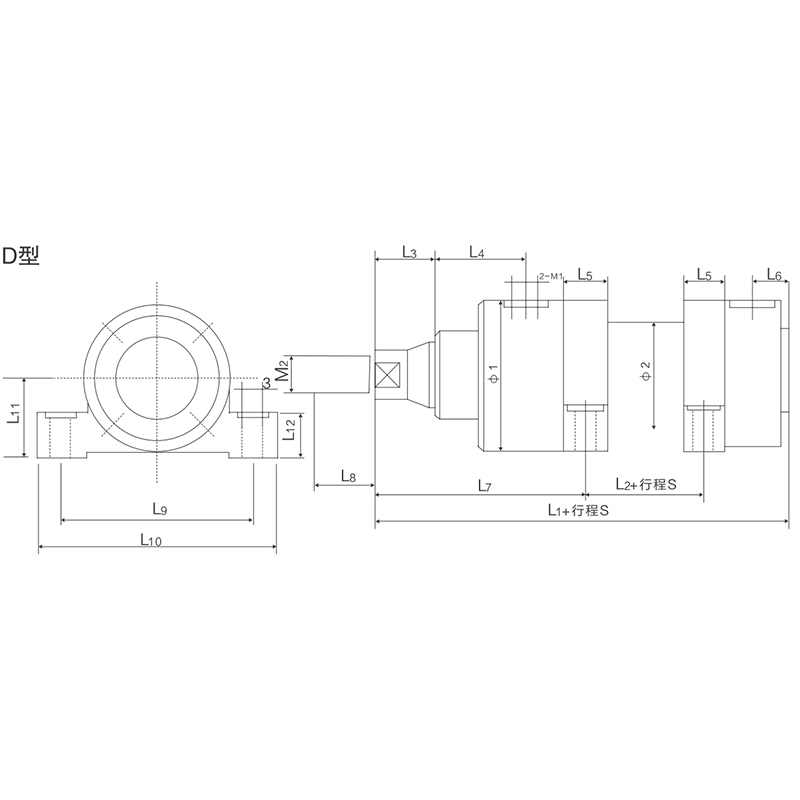 Гидроцилиндр типа YG-D
Гидроцилиндр типа YG-D -
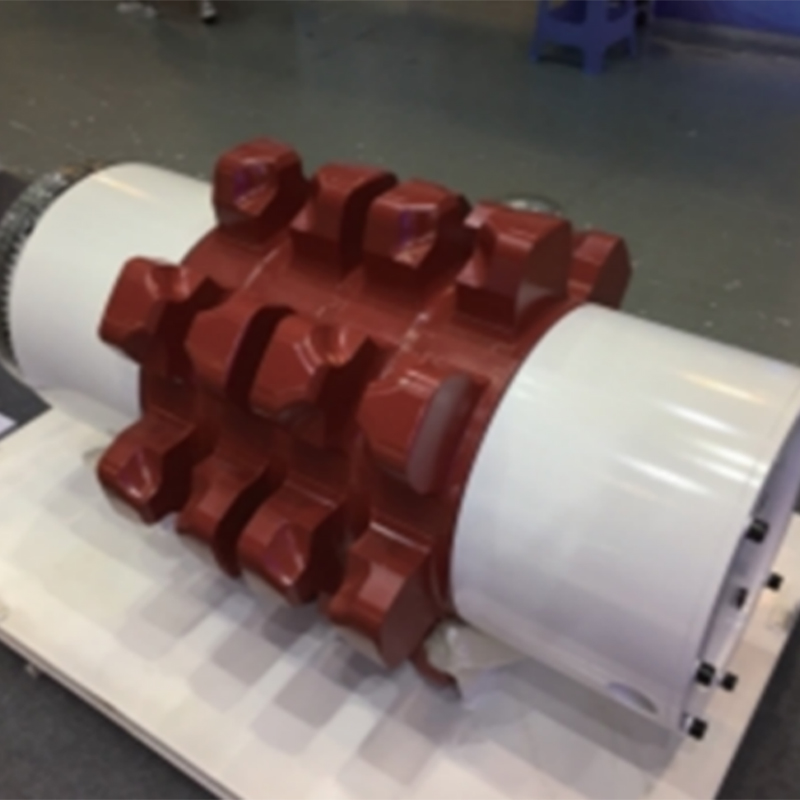
 Дробильное оборудование на заказ
Дробильное оборудование на заказ -
 Гидроцилиндр типа YG-GR
Гидроцилиндр типа YG-GR -
 Скребки и поперечные балки
Скребки и поперечные балки -
 Бункеры на заказ
Бункеры на заказ -
 Цепные звездочки для комплексной выемки
Цепные звездочки для комплексной выемки -
 Гидроцилиндр типа YG-H
Гидроцилиндр типа YG-H -
 Быстроизнашивающиеся детали цепных распределителей
Быстроизнашивающиеся детали цепных распределителей -
 Гидроцилиндр типа YG-R
Гидроцилиндр типа YG-R -
 Стальные изделия на заказ
Стальные изделия на заказ -
 Гидроцилиндр типа YG-S
Гидроцилиндр типа YG-S -
 Автогрейдер SX200M
Автогрейдер SX200M
Связанный поиск
Связанный поиск- Дешево гидроцилиндр изменения угла резания
- Китай автогрейдер 122а
- Китай цилиндр гидравлический 2т
- Китай автогрейдер 14 02
- Китай грейфер большой
- Китай как разобрать цилиндр гидравлический от грейдера
- Китай гидроцилиндр подъема отвала пя280
- Китай самоходная щековая дробилка
- Китай 30 т цилиндр гидравлический
- Китай автогрейдер tg 140