




Китай гидравлический роторный цилиндр
Когда слышишь про гидравлический роторный цилиндр, многие сразу думают о простых узлах для базовых задач. Но в реальности это сложные системы, где даже мелкий просчёт в подборе уплотнений или обработке вала грозит поломкой всей конструкции. В нашей практике на shuangxiang.ru мы сталкивались с десятками случаев, когда клиенты привозили образцы, не учитывая перепады температур или вибрационные нагрузки — и потом удивлялись, почему цилиндр не держит давление.
Конструкционные особенности роторных цилиндров
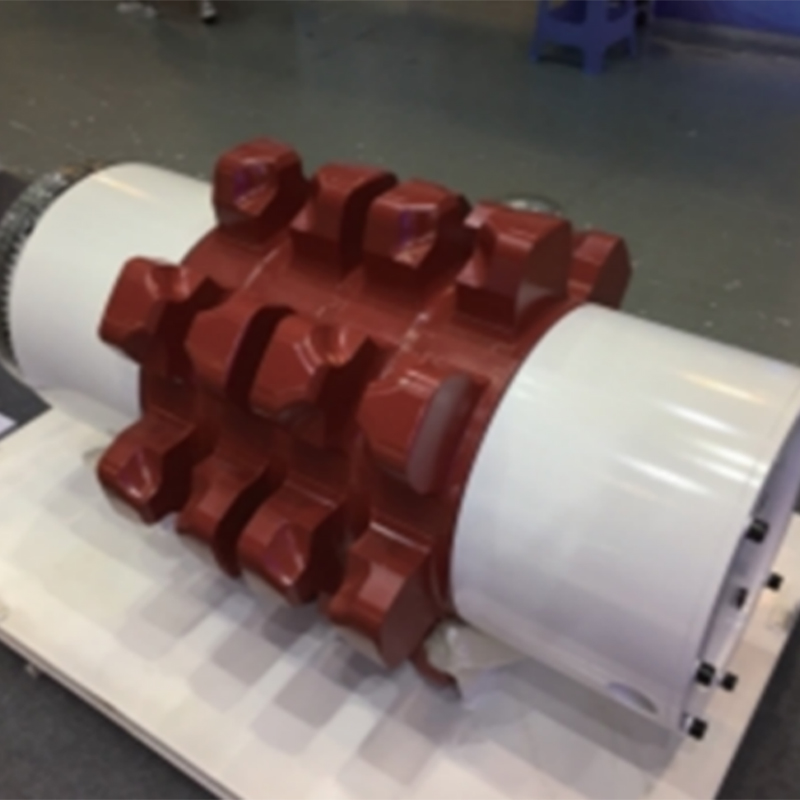
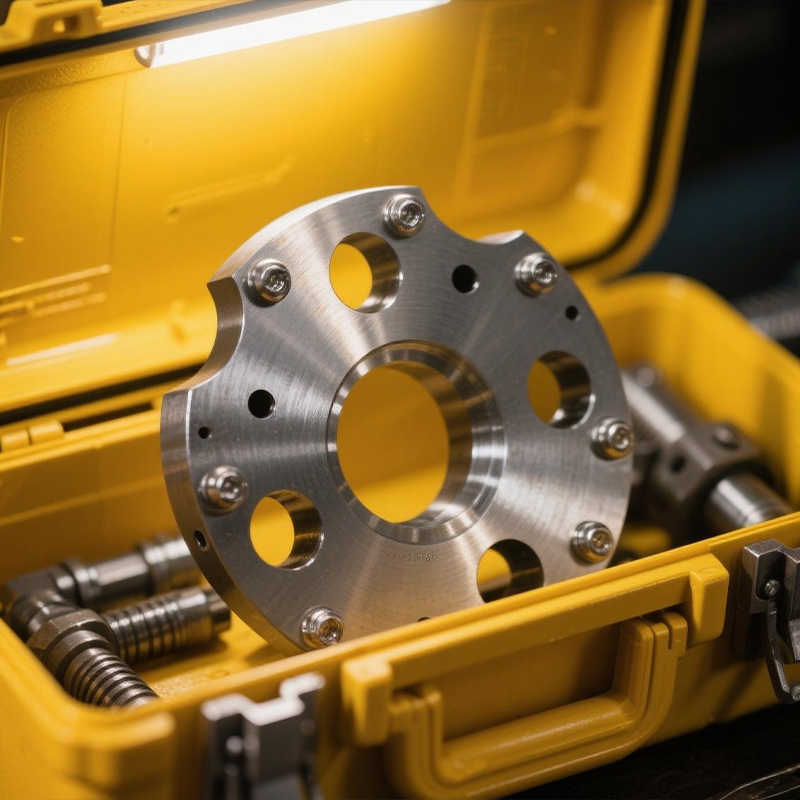
Если брать типовой роторный цилиндр для горной техники, там часто экономят на материале гильзы. Вроде бы сталь марки 45ХН подходит, но без нормализации структуры металла через месяц работы появляются микротрещины. Мы в ООО Тяньцзинь Шуансян специально перешли на легированные стали с добавлением ванадия — дороже, но ресурс увеличился в 1.8 раза.
Кстати, про уплотнения. Стандартные NBR-материалы при температуре ниже -25°C дубеют, а для Сибири это катастрофа. Пришлось разрабатывать вариант с FKM-манжетами, хотя их цена выше на 30%. Зато в отзывах с карьеров пишут, что даже после двух сезонов течей нет.
Самое сложное — балансировка роторного узла. Как-то пробовали упростить технологию, используя стандартные подшипники вместо прецизионных. Результат: вибрация на высоких оборотах разрушила шток за 200 моточасов. Теперь только SKF или NTN, хоть и дороже.
Применение в строительной технике
Для башенных кранов важно не столько давление, сколько плавность хода. Наш гидравлический цилиндр с золотниковым распределителем показывал рывки при температуре масла выше 60°C. Разбирались три месяца — оказалось, проблема в кавитации на входе в насос. Добавили демпфирующие каналы в гильзе, и ситуация выровнялась.
Кстати, про монтаж. В 2021 году на объекте в Новосибирске неправильно закрепили цилиндр на стреле экскаватора — через неделю появился люфт в креплениях. Пришлось переделывать посадочные места с учетом динамических нагрузок. Теперь в инструкции отдельным разделом прописываем требования к монтажным поверхностям.
Интересный случай был с мини-погрузчиком. Заказчик жаловался на медленное опускание стрелы. Проверили — всё исправно. Оказалось, он использовал масло с высокой вязкостью при -15°C. После замены на синтетику Mobil DTE 25 проблема исчезла. Мелочь, а влияет.
Проблемы совместимости с российским оборудованием
Когда поставляем гидравлические цилиндры для Урал-4320, постоянно сталкиваемся с несоответствием посадочных размеров. Российские производители часто допускают отклонения до 2 мм, хотя по ГОСТу должно быть 0.5 мм. Приходится делать фланцы с запасом — увеличиваем зону контакта на 15%.
Ещё момент: в карьерных самосвалах БелАЗ используют масло с антикоррозийными присадками, которые конфликтуют с медными сплавами в наших распределителях. После трёх случаев образования шлама перешли на бронзу БрАЖ — дороже, но надёжнее.
Запомнился инцидент на угольном разрезе в Кузбассе. Цилиндр для поворота ковша экскаватора вышел из строя через месяц. Вскрыли — абразивный износ штока. Оказалось, в системе не стоял фильтр тонкой очистки. Теперь всегда уточняем состояние гидросистемы перед поставкой.
Технологические нюансы производства
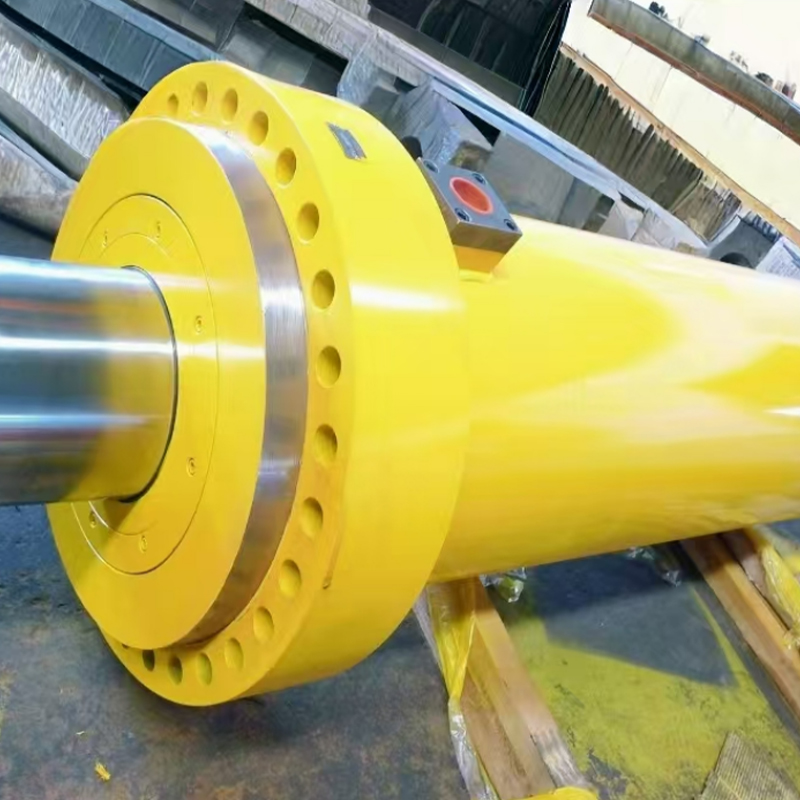
При хонинговании гильз для роторного цилиндра важно соблюдать шероховатость Ra 0.2-0.4. Если сделать глаже — масляная плёнка не держится, если грубее — ускоряется износ уплотнений. На нашем производстве в Тяньцзине добились стабильного параметра Ra 0.3 за счёт трёхступенчатого хонингования.
Про термообработку. Многие конкуренты экономят на закалке штоков, потом клиенты жалуются на задиры. Мы используем сквозную закалку ТВЧ на глубину 3-4 мм с последующим низкотемпературным отпуском. Твёрдость 48-52 HRC — оптимально для российских условий.
Сборку всегда проводим в чистой зоне класса 7. Как-то пробовали экономить на вентиляции — через полгода в рекламациях появились частицы стружки в масляных каналах. Вернули систему фильтрации HEPA, проблема исчезла.
Перспективы развития технологии
Сейчас экспериментируем с полимерными композитами для уплотнений гидравлический роторный узлов. Стандартные материалы не всегда выдерживают ударные нагрузки в прессах. Тестовые образцы с армированным тефлоном показали увеличение срока службы на 40% при циклических нагрузках.
Для арктических регионов разрабатываем систему подогрева штока. Проблема в конденсате, который замерзает и блокирует движение. Пока тестируем индукционный нагрев — сложно, но уже есть положительные результаты при -45°C.
Интересное направление — цилиндры с датчиками контроля состояния. Встроенные сенсоры давления и температуры позволяют прогнозировать обслуживание. На экскаваторе Hitachi такой вариант отработал 5000 моточасов без неплановых остановок.
Практические рекомендации по обслуживанию
При замене роторный цилиндра всегда проверяйте соосность вала. Разница даже в 0.1 мм на метр длины вызывает вибрацию. Лучше использовать лазерный центровщик — старый метод с часовым индикатором даёт погрешность до 0.3 мм.
Раз в сезон обязательно промывайте гидросистему. Видел случаи, когда в старом масле накапливалась стружка от изношенного насоса, и она убивала новый цилиндр за неделю. Фильтры тонкой очистки меняйте не реже 200 моточасов.
Для наших цилиндров с сайта shuangxiang.ru рекомендуем масло Total Azolla ZS 46. Оно стабильно работает при температурах от -30°C до +90°C. Проверено на буровых установках в Якутии — два года без замены жидкости.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Углеподатчики на заказ
Углеподатчики на заказ -
 Гидроцилиндр типа YG-GR
Гидроцилиндр типа YG-GR -
 Автогрейдеры на заказ
Автогрейдеры на заказ -
 Автогрейдер SX180M
Автогрейдер SX180M -
 Дробильное оборудование на заказ
Дробильное оборудование на заказ -
 Цепные звездочки для комплексной выемки
Цепные звездочки для комплексной выемки -
 Стальные изделия на заказ
Стальные изделия на заказ -
 Скребки и поперечные балки
Скребки и поперечные балки -
 Гидроцилиндр типа YG-O
Гидроцилиндр типа YG-O -
 Гидроцилиндр типа YG-S
Гидроцилиндр типа YG-S -
 Изделия из нержавеющей стали на заказ
Изделия из нержавеющей стали на заказ -
 Гидроцилиндр типа YG-H
Гидроцилиндр типа YG-H
Связанный поиск
Связанный поиск- Китай замена гидравлического цилиндра
- Китай цилиндр гидравлический для подъемника кузова
- Китай грейфер для колодца своими руками
- Китай эксплуатация инженерной техники
- Дешево гидроцилиндр фиксатора качающейся рамы пя180
- Китай поворотный гидравлический цилиндр
- Китай дробилка щековая со сложным движением
- Китай грейфер для перегружателя е230wh
- Китай гидроцилиндр изменения угла резания тяньгун пя310
- Китай молот дробилки для крепежного забоя