




Китай горное оборудование и запчасти
Когда слышишь про китайское горное оборудование, у многих сразу возникает образ дешёвых аналогов. Но за 12 лет работы с гидроцилиндрами для карьерной техники я убедился — тут всё как с лекарствами: важно не происхождение, а технологическая дисциплина и контроль на каждом этапе.
Гидравлика как показатель качества
В 2019 году мы ставили эксперимент с гидроцилиндрами для погрузчика SDLG — взяли три варианта: немецкий оригинал, турецкий аналог и продукцию Тяньцзинь Шуансян. К удивлению многих, китайские цилиндры отработали 8700 моточасов без замены уплотнений, тогда как турецкие начали течь уже на 5400 часах.
Секрет оказался в обработке штока. Китайцы используют двухэтапную хромовую защиту с промежуточной шлифовкой, что даёт микронеровности 0,2-0,4 мкм вместо стандартных 0,8 мкм. Мелочь? А именно она определяет ресурс уплотнительных манжет.
Кстати, на сайте shuangxiang.ru есть технические отчёты по испытаниям — не рекламные буклеты, а реальные графики износа. Редкость для российского рынка, где обычно скрывают реальные тесты.
Ловушки при выборе запчастей
Самая частая ошибка — экономия на гидроцилиндрах для буровых установок. Помню случай на разрезе в Кемерово: поставили восстановленные цилиндры на Sandvik, сэкономили 60%. Через два месяца простой на 23 дня — шток лопнул в зоне резьбы, повредил направляющую втулку.
При вскрытии оказалось — термообработка проведена с нарушениями, твёрдость поверхности 45 HRC вместо требуемых 52-55 HRC. Такие детали не переносят ударных нагрузок при бурении скальных пород.
Сейчас всегда требую протоколы UT-контроля для ответственных узлов. Китайские производители вроде Shuangxiang предоставляют их без проблем, а вот с российскими ремонтными мастерскими бывают сложности.
Нюансы логистики и совместимости
Многие недооценивают важность правильного хранения запчастей перед установкой. Гидроцилиндры должны храниться горизонтально — это прописано даже в инструкциях Тяньцзинь Шуансян. Но на складах часто экономят место, ставят вертикально.
Результат — через 3-4 месяца образуется эллипсность штока 0,1-0,3 мм из-за собственного веса. При монтаже это незаметно, но через 2000 часов работы появляется вибрация, ускоренный износ манжет.
Ещё момент — совместимость гидравлических жидкостей. Китайское оборудование часто рассчитано на масла с добавками против окисления, которые конфликтуют с европейскими аналогами. При переходе нужно полностью промывать систему, а не просто доливать новую жидкость.
Ремонтопригодность как критерий выбора
Современные экскаваторы Hitachi или Volvo имеют модульную конструкцию, но китайские производители пошли дальше. Например, в гидросистемах Shantui применяют разборные гидроцилиндры с замковыми кольцами вместо сварных соединений.
Это позволяет в полевых условиях заменить уплотнения за 4-5 часов вместо 2-3 дней на демонтаж-ремонт-монтаж. Для удалённых карьеров в Красноярском крае такая особенность сокращает простои на 70%.
Но есть и обратная сторона — требуется специальный инструмент для разборки. Его нужно заказывать отдельно, что многие не учитывают при покупке.
Перспективы и ограничения
К 2025 году китайские производители планируют перейти на единый стандарт соединений для горного оборудования. С одной стороны, это упростит замену компонентов, с другой — создаст зависимость от оригинальных запчастей.
Уже сейчас вижу, как Тяньцзинь Шуансян внедряет чипы RFID в критичные узлы — для отслеживания ресурса и предотвращения контрафакта. Технологично, но повышает стоимость ремонта.
Для российских условий пока оптимальны гибридные решения: китайская базовая конструкция с европейской контрольно-измерительной аппаратурой. Такой подход даёт 30-40% экономии без потери надёжности.
Главное — не гнаться за абсолютной дешевизной. Сэкономленные 100 тысяч рублей на запчастях могут обернуться миллионными убытками от простоя техники. Проверено на собственном опыте неоднократно.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
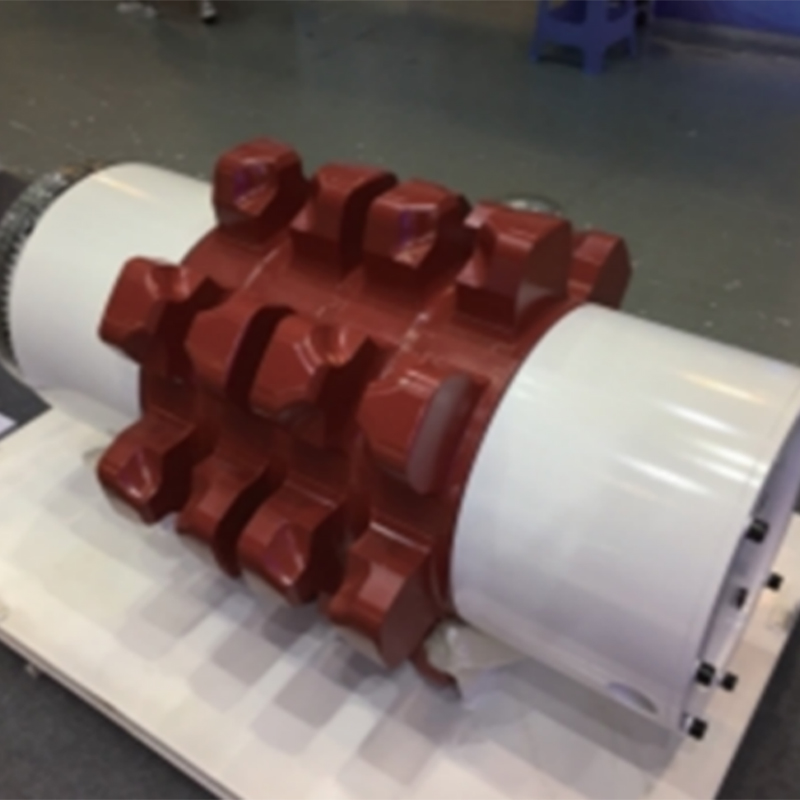
 Комплектующие для скребковых конвейеров
Комплектующие для скребковых конвейеров -
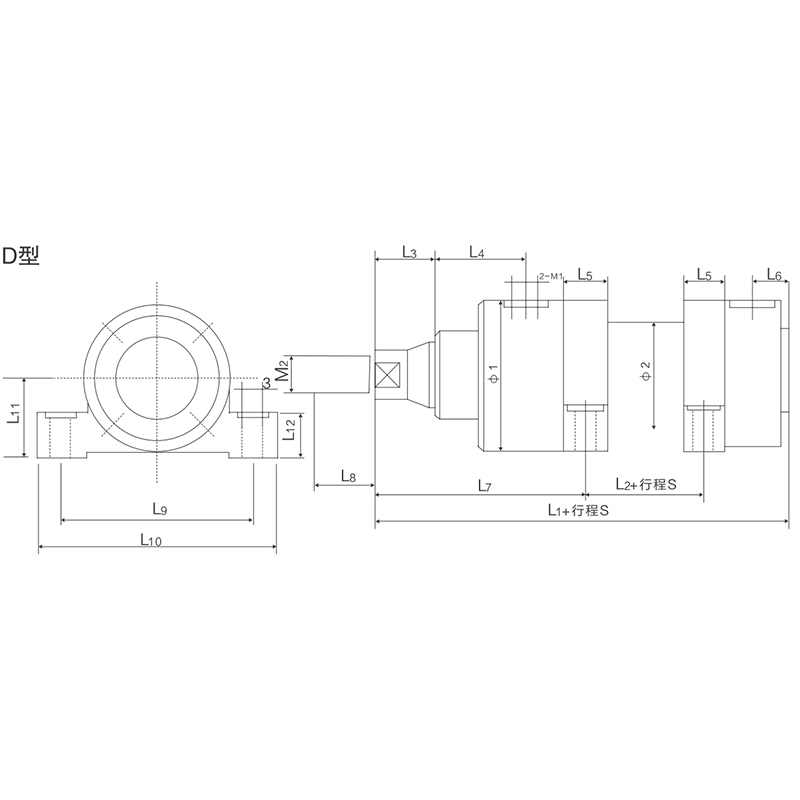 Гидроцилиндр типа YG-D
Гидроцилиндр типа YG-D -
 Штампованные поковки различных конфигураций
Штампованные поковки различных конфигураций -
 Скребки и поперечные балки
Скребки и поперечные балки -
 Автогрейдеры на заказ
Автогрейдеры на заказ -
 Гидроцилиндр типа YG-S
Гидроцилиндр типа YG-S -
 Гидроцилиндр типа YG-GR
Гидроцилиндр типа YG-GR -
 Дробильное оборудование на заказ
Дробильное оборудование на заказ -
 Автогрейдер SX180M
Автогрейдер SX180M -
 Стальные изделия на заказ
Стальные изделия на заказ -
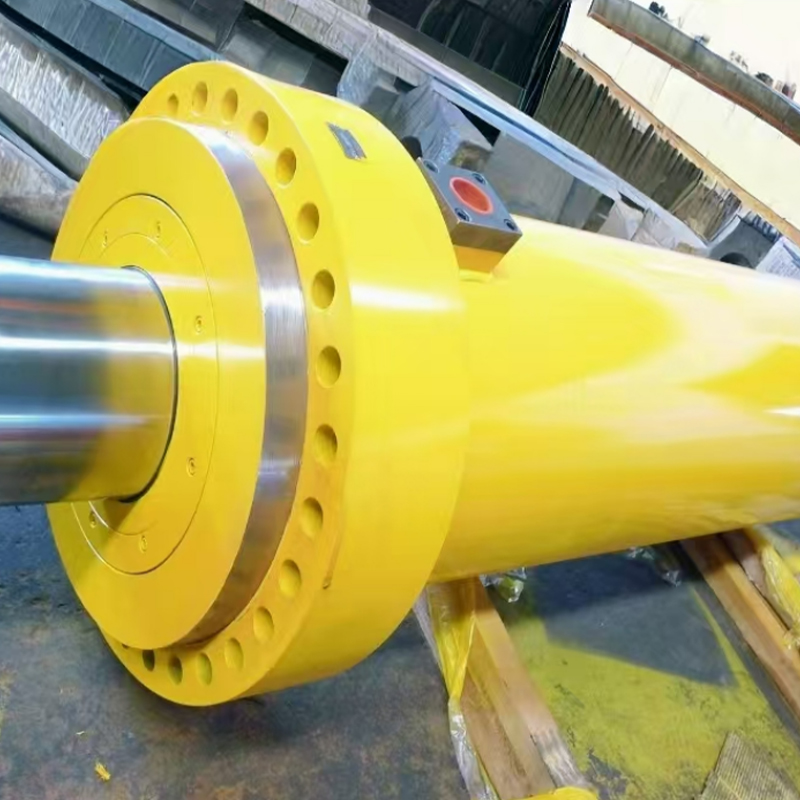
 Гидроцилиндр типа YG-Z
Гидроцилиндр типа YG-Z -
 Стойки гидравлических крепей
Стойки гидравлических крепей
Связанный поиск
Связанный поиск- Китай щековая дробилка для лаборатории
- Китай грейфер vg 43
- Китай гидроцилиндр шарнирно-сочлененного поворота диншэн пя180
- Дешево гидроцилиндр подъема отвала тяньгун
- Китай гидроцилиндр шарнирно-сочлененного поворота диншэн пя160
- Китай автогрейдеры 14.03
- Китай автогрейдер sg21 3
- Китай автогрейдер 122
- Китай гидроцилиндр наклона передних колес тяньгун
- Китай дробилка щековая pe300х500