




Китай длина гидравлических цилиндров
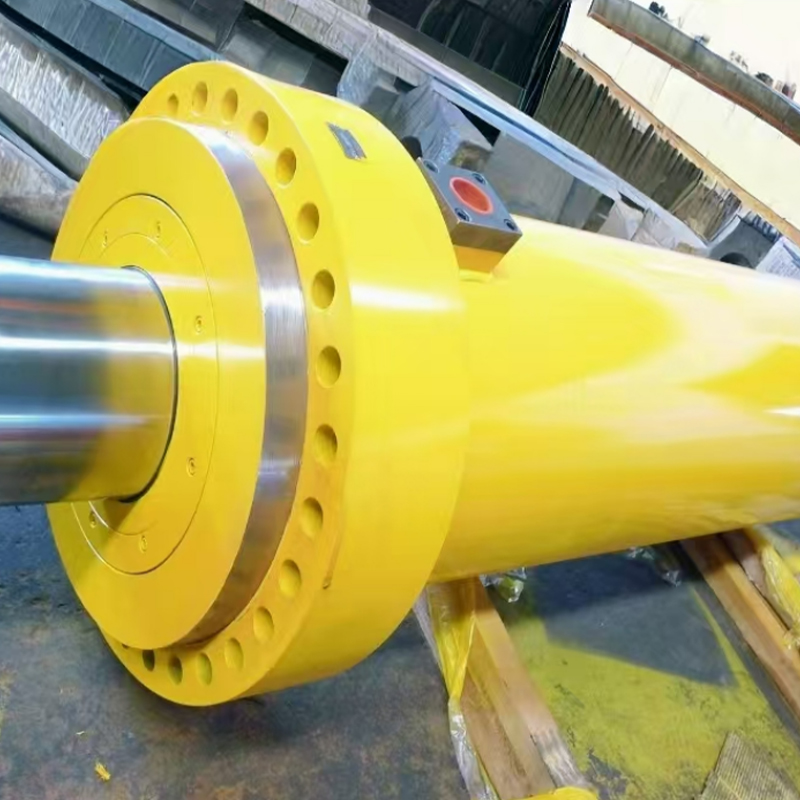
Когда говорят про длину гидравлических цилиндров из Китая, многие сразу думают о стандартных размерах под типовые задачи. Но на деле тут есть масса подводных камней — например, разница в подходах к расчету хода поршня или учет теплового расширения в разных климатических зонах. У нас в ООО Тяньцзинь Шуансян Гидравлические Компоненты не раз сталкивались, когда клиенты присылали запрос на 'цилиндр 2 метра', но без указания, нужна ли им рабочая длина или общая с учетом креплений. Это частая ошибка, которая приводит к нестыковкам на монтаже.
Особенности производства и стандартизации
В Китае подход к длинам цилиндров часто зависит от целевого рынка. Для внутренних заказов могут использовать метрическую систему с шагом 50 мм, но на экспорт — дюймовую или смешанную. Например, для карьерной техники обычно идут нестандартные длины под конкретную модель экскаватора. Мы в Шуансян как-то делали партию цилиндров для погрузчиков с длиной 3470 мм — клиент из России сначала сомневался, но потом признал, что такой размер идеально встал в раму без доработок.
Важный момент — контроль длины на прессе. Если стержень длиннее 3 метров, его может 'вести' при закалке. Приходится добавлять технологические выступы, которые потом срезаются. Однажды отгрузили партию, где по чертежу было 2450 мм, а по факту вышло 2435 — пришлось переделывать, так как зазор в гидросистеме оказался критичным. Теперь всегда уточняем, допускается ли отклонение в ±5 мм или нужен жесткий допуск.
Еще замечу про разночтения в терминах. В техзаданиях иногда пишут 'длина цилиндра', подразумевая длину в сложенном состоянии, а в ГОСТ — это габарит с учетом проушин. Мы на сайте shuangxiang.ru специально в карточках товара указываем оба параметра, чтобы избежать путаницы. Для горной техники, кстати, часто важнее длина в растянутом состоянии — например, при замене цилиндров подъема стрелы у экскаваторов.
Проблемы при монтаже и эксплуатации
С длинными цилиндрами (от 4 м) часто возникают сложности при транспортировке. Как-то раз поставили цилиндры для буровой установки длиной 6.2 метра — пришлось заказывать спецтранспорт с усиленным креплением, потому что стандартные ремни не держали. Клиент сначала хотел сэкономить на логистике, но в итоге согласился, что лучше переплатить, чем получить погнутый шток.
Тепловое расширение — отдельная тема. Для регионов с перепадами температур от -40°C до +50°C (например, в Сибири или Казахстане) мы рекомендуем увеличивать зазоры в уплотнениях на 0.2-0.3 мм для длинных цилиндров. Был случай, когда цилиндр длиной 3.8 метра для пресса заклинило зимой — оказалось, проектировщик не учел сжатие материала при -35°C. Пришлось пересчитывать конструкцию с учетом коэффициента линейного расширения стали.
Еще одна частая проблема — вибрация. У цилиндров длиной более 5 метров при работе на высоких оборотах может возникать резонанс. Для дробильного оборудования мы как-то разрабатывали цилиндр с дополнительными опорными кольцами через каждые 1.5 метра — это помогло снизить амплитуду колебаний на 40%. Но пришлось пожертвовать скоростью хода — клиент сначала был против, но после испытаний согласился с компромиссом.
Материалы и обработка
Для длинных цилиндров важен не только размер, но и качество стали. Мы используем сталь 45ХН2МФА для штоков — она меньше 'гуляет' при термообработке. Но если длина превышает 4 метра, даже хорошая сталь может провиснуть под собственным весом при шлифовке. Приходится применять подвижные люнеты на станках — это удорожает обработку, но без этого не добиться прямолинейности.
Хромирование — отдельная головная боль. Для цилиндров длиной более 3 метров стандартные гальванические ванны не подходят. Приходится либо использовать секционные ванны, либо наносить покрытие в два прохода — но тогда есть риск непрокраса в стыке. Один раз пришлось браковать целую партию из-за пятен на хроме в средней части штока — виной был износ анодов в середине ванны. Теперь строже контролируем состояние оборудования.
Сварка корпусов — тоже критичный этап. Для длинных цилиндров (например, для гидростоек строительной техники) применяем сварку под флюсом с предварительным подогревом. Иначе могут пойти микротрещины в зоне термического влияния. Как-то получили рекламацию от клиента — через 200 часов работы появилась течь по сварному шву. Разбор показал, что недогрели металл перед сваркой — пришлось менять технологию.
Примеры из практики ООО Тяньцзинь Шуансян
В 2022 году делали цилиндры для проходческого комбайна — длина 7.2 метра, вес около 2 тонн. Заказчик требовал, чтобы отклонение по прямоймости не превышало 1 мм на всю длину. Сначала пробовали править на прессе после термообработки — не вышло, шток лопался. В итоге разработали многоступенчатую схему правки: сначала на станке холодной правки, потом термическая стабилизация, потом контроль лазером. Получилось, но себестоимость выросла на 25%.
Для буровых установок часто требуются телескопические цилиндры с большой длиной в сложенном состоянии. Здесь сложность в соосности секций. Мы используем центрирующие втулки с бронзовым напылением — это дороже, но снижает износ. Один заказчик настаивал на стальных втулках чтобы сэкономить — через полгода прислал фото заклинившего цилиндра. Пришлось переделывать за наш счет — теперь всегда аргументируем выбор материалов.
Интересный кейс был с цилиндрами для прессов горячего формования. Длина 4.5 метра, рабочая температура +300°C. Стандартные уплотнения из NBR не подошли — потёкли после первых циклов. Перешли на FKM с армированием, но пришлось пересчитывать зазоры из-за разного коэффициента расширения. Клиент был недоволен сроками, но в итоге признал, что для таких условий стандартных решений нет.
Перспективы и сложные случаи
Сейчас всё чаще запрашивают цилиндры с датчиками положения для длинных ходов. Но при длине более 6 метров магнитострикционные датчики работают неустойчиво — видимо, сказывается кривизна штока. Пробовали ставить два датчика с перекрытием зон — помогает, но дорого. Для системы позиционирования конвейерных линий пришлось разрабатывать гибридное решение с внешними энкодерами.
Ещё одна тенденция — запросы на ремонт длинных цилиндров после аварий. Недавно восстанавливали цилиндр подъема стрелы крана длиной 8 метров — его погнуло при опрокидывании техники. Правка на гидропрессе заняла три недели, пришлось делать калибровочную оснастку. Клиент сэкономил 60% compared с новым цилиндром, но мы еле вышли в ноль — такие работы требуют индивидуального подхода.
Из нестандартных задач — цилиндр для испытательного стенда авиационных компонентов. Длина 12 метров, но с жесткими требованиями к плавности хода. Пришлось применять полированные штоки с твердым хромированием и специальные направляющие с графитовыми вставками. Сделали всего один экземпляр, но зато получили уникальный опыт для будущих проектов в области горного оборудования.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты






Связанный поиск
Связанный поиск- Китай гидроцилиндр шарнирно-сочлененного поворота
- Дешево гидроцилиндр подъема отвала пя180
- Китай гидроцилиндр заднего рыхлителя пя280
- Китай автогрейдер гс 25.09
- Китай профессионал грейфер
- Китай автогрейдер диншэн чжунгун dt660
- Китай самодельная щековая дробилка
- Дешево гидроцилиндр поворота передних колес пя280
- Китай грейфер бу
- Китай гидравлический цилиндр нужен