




Китай дробилка щековая pe300х500
Когда видишь в запросе ?Китай дробилка щековая PE300х500?, сразу понимаешь – человек ищет бюджетный вариант для переработки средних фракций. Но многие ошибочно считают, что раз модель стандартная, то проблемы исключены. На деле даже у таких машин есть нюансы, которые всплывают только после полугода работы на карьере.
Конструктивные особенности PE300х500
Запомнил на собственном горьком опыте: заявленная производительность 20-50 тонн/час достигается только при идеальных условиях – сухой материал без глинистых включений. В 2021 году на объекте в Красноярске при переработке известняка с влажностью 15% реальная выработка едва достигала 18 тонн. Пришлось модернизировать систему подачи.
Рама из стального профиля сечением 250 мм действительно держит ударные нагрузки, но сварные швы требуют регулярного контроля. Как-то пропустил микротрещину в зоне крепления станины – через месяц получил люфт всего на 3 мм, но это уже потребовало остановки на 2 дня для заварки.
Подшипниковые узлы на валу использую только SKF или NTN – китайские аналоги выхаживали вполовину меньше даже при нормальном натяжении клиновых ремней. Кстати, про ремни – оригинальные служат год, но если ставить от Goodyear, то выдерживают и все полтора даже при работе в две смены.
Гидравлика и регулировочные механизмы
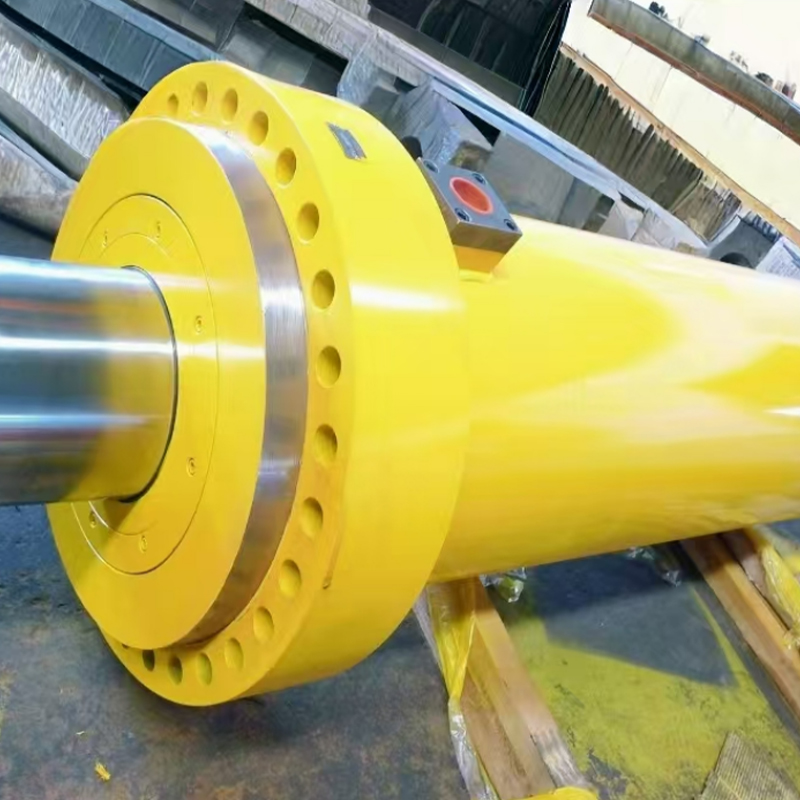
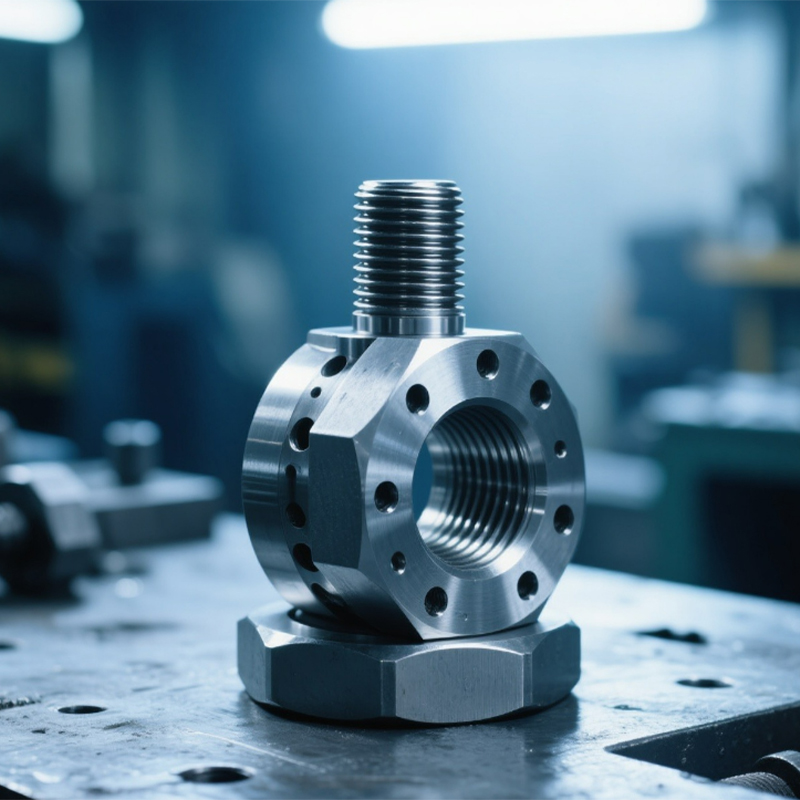
Здесь сотрудничаю с ООО Тяньцзинь Шуансян Гидравлические Компоненты – их сайт https://www.shuangxiang.ru указывает на специализацию в гидроцилиндрах. Для PE300х500 брал у них гидравлические домкраты для регулировки разгрузочной щели. Важный момент: штатный гидроцилиндр не всегда отрабатывает плавное перемещение подвижной щеки при работе с абразивными материалами.
После установки комплекта от Шуансян появилась возможность точнее выставлять зазор – погрешность уменьшилась с ±2 мм до ±0.8 мм. Это критично когда дробишь гранитный щебень фракции 40-70 мм – без точной настройки начинается переизмельчение.
Кстати, их гидравлика лучше работает в зимних условиях. В прошлом январе при -35°С китайский штатный цилиндр заклинило, а вариант от Шуансян с морозостойким уплотнением продолжал работать. Но рекомендую все равно прогревать масло до -15°С.
Износ дробящих плит
Марганцовистая сталь 110Г13Л на плитах – стандарт для PE300х500, но здесь есть хитрость. При работе с гранитом ресурс плит около 3000 моточасов, но если перевернуть их через 1500 часов, можно выжать еще 800-1000 часов. Важно не пропустить момент – когда износ достигает 60%, начинается критический износ посадочных мест.
Пробовал ставить усиленные плиты от казахстанского производителя – выигрыш в ресурсе всего 15%, но стоимость выше на 40%. Невыгодно. Лучше вовремя делать переворот и следить за равномерностью износа.
Заметил интересную особенность: при дроблении известняка с примесью кварца (до 8%) износ происходит неравномерно – в верхней зоне плиты стираются в 1.7 раза быстрее. Пришлось разработать график перестановки плит с смещением на 90 градусов каждые 600 моточасов.
Эксплуатация в зимний период
Главная ошибка – запуск дробилки щековой без прогрева подшипниковых узлов. При -25°С загустевшая смазка в подшипниках создает момент сопротивления в 3-4 раза выше нормы. Как-то в Якутии заменили потом два подшипника – вышли из строя из-за перегрузки при пуске.
Электрообогрев станины – спорное решение. Ставили на два года – расходы на электроэнергию съедали 30% экономии от предотвращения простоев. Сейчас используем инфракрасные нагреватели направленного действия только на зону подшипников – эффективнее в 4 раза.
Гидравлическая система от ООО Тяньцзинь Шуансян Гидравлические Компоненты показала себя устойчивее в морозы. Их маслостанции с подогревом поддерживают температуру масла даже при -40°С. Но рекомендую все равно сливать масло на ночь если работа стоит больше 12 часов.
Модернизации и доработки
Систему пылеподавления пришлось переделывать полностью. Штатные форсунки давали слишком крупные капли – пыль оседала только на 60%. После установки туманообразующих форсунок итальянского производства эффективность выросла до 85%. Но пришлось ставить дополнительный фильтр тонкой очистки воды.
Вибрацию на раме снизили установкой демпфирующих прокладок между станиной и фундаментом. Использовали резино-металлические элементы от немецкого производителя – снизили вибрацию на 40%, что продлило ресурс подшипников на 15%.
Для PE300х500 разработали систему онлайн-мониторинга износа плит – датчики ультразвукового контроля толщины стали. Позволяет прогнозировать остаточный ресурс с точностью до 10%. Внедрили на трех дробилках – экономия на внеплановых простоях около 200 000 рублей в год на каждую единицу.
Сервисное обслуживание и запчасти
Стандартный интервал ТО – 250 моточасов, но для наших условий увеличили до 200. Проверяем не только подшипники, но и состояние эксцентрикового вала – на нем появляются микротрещины которые не видны при беглом осмотре.
Запчасти лучше заказывать комплектом – так выходит на 20% дешевле. Особенно это касается дробящих плит, распорных плит и футеровок. Кстати, футеровки боковые изнашиваются медленнее – их можно менять через два комплекта основных плит.
Для гидравлических компонентов продолжаем сотрудничать с https://www.shuangxiang.ru – их цилиндры показывают стабильную работу даже после 3000 часов. Из производства горного оборудования у них есть интересные решения для систем смазки – пробовали на одной дробилке, ресурс подшипников увеличился на 400 часов.
Экономика эксплуатации
Себестоимость переработки одной тонны материала выходит около 45 рублей при двухсменной работе. Основные затраты – электроэнергия (60%) и износ плит (25%). При оптимизации режима работы можно снизить до 38 рублей, но это требует точной настройки частоты вращения двигателя.
Окупаемость дробилки щековой PE300х500 при текущих ценах – около 14 месяцев. Это с учетом что работаем 20 дней в месяц по две смены. Если увеличить до трех смен – сокращается до 11 месяцев, но тогда вдвое чаще менять подшипники.
Сейчас рассматриваем установку системы рекуперации энергии – при торможении маховика можно возвращать до 15% энергии в сеть. Расчеты показывают что окупится за 3 года, но пока не решаемся – технология новая, риски высокие.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Гидроцилиндр типа YG-H
Гидроцилиндр типа YG-H -
 Скребки и поперечные балки
Скребки и поперечные балки -
 Стойки гидравлических крепей
Стойки гидравлических крепей -
 Быстроизнашивающиеся детали цепных распределителей
Быстроизнашивающиеся детали цепных распределителей -
 Дробильное оборудование на заказ
Дробильное оборудование на заказ -
 Гидроцилиндр типа YG-S
Гидроцилиндр типа YG-S -
 Автогрейдеры на заказ
Автогрейдеры на заказ -
 Автогрейдер SX200M
Автогрейдер SX200M -
 Углеподатчики на заказ
Углеподатчики на заказ -
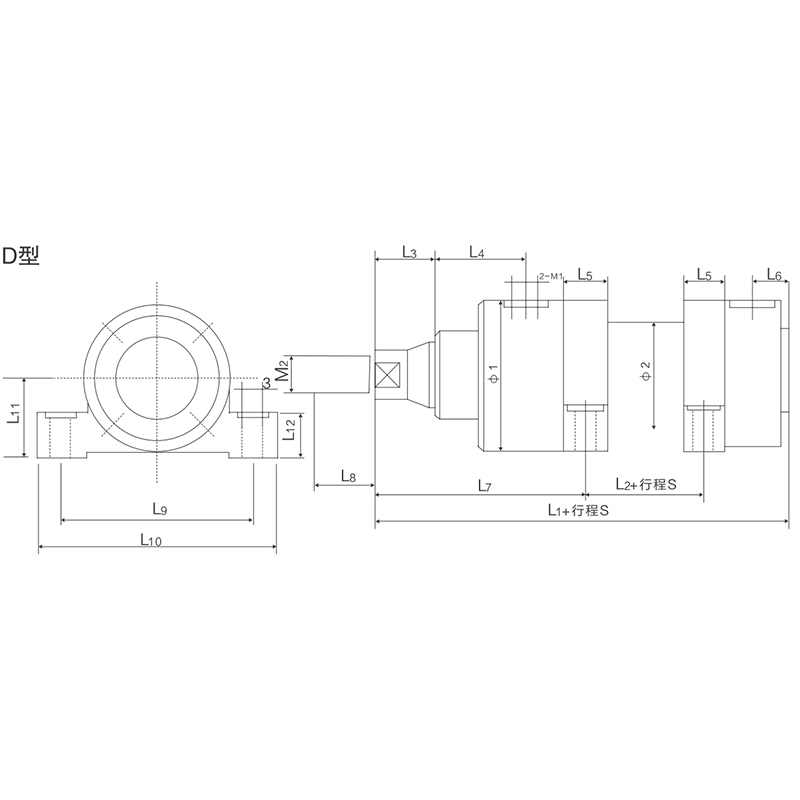 Гидроцилиндр типа YG-D
Гидроцилиндр типа YG-D -
 Изделия из нержавеющей стали на заказ
Изделия из нержавеющей стали на заказ -
 Гидроцилиндр типа YG-Z
Гидроцилиндр типа YG-Z
Связанный поиск
Связанный поиск- Китай автогрейдер 143
- Дешево гидроцилиндр поворота передних колес тяньгун пя160
- Китай автогрейдер
- Дешево гидроцилиндр выноса отвала пя180
- Китай гидравлический винтовой цилиндр
- Китай автогрейдеры 14.02
- Китай гидравлический цилиндр с ручным насосом
- Китай грейферы для сыпучих
- Китай дробилка щековая pe 600 900
- Китай автогрейдер заказать