




Китай изготовить грейфер
Когда слышу запрос ?Китай изготовить грейфер?, всегда вспоминаю, сколько клиентов из СНГ сначала путали два подхода — заказ готового оборудования у китайских заводов и реальное изготовление по своим чертежам. Разница принципиальная: в первом случае ты получаешь каталогный продукт, во втором — инженерное решение, где каждый миллиметр просчитывается под твои задачи.
Почему грейферы — это не ?просто ковш?
Самый частый промах новичков — считать грейфер упрощённым аналогом ковша. На деле это система с жёсткими требованиями к гидравлике, особенно если речь о работе с абразивными материалами. Например, для угля или щебня нужны не просто усиленные зубья, а точный расчёт усилия смыкания — иначе либо материал высыпается, либо приводы перегружаются.
У нас в Тяньцзинь Шуансян был случай, когда заказчик из Казахстана принёс чертёж ?универсального? грейфера. При анализе выяснилось, что гидроцилиндры не учитывали вибрационную нагрузку от вибраторов — пришлось пересчитывать стенки поршней и добавлять демпфирующие кольца. Без этого ресурс падал втрое.
Кстати, о материалах: китайская сталь Hardox 450 сейчас почти не уступает европейским аналогам, но её поведение при резке и сварке требует точных температурных режимов. Мы в цеху всегда оставляем припуски на правку после сборки — иначе геометрия ?уходит? при первом же тесте.
Гидравлика как ключевое звено
Если говорить про гидравлические компоненты, то здесь частая ошибка — экономия на уплотнениях. Ставили как-то корейские сальники на грейфер для щебня — через 200 часов потекли. Оказалось, их рабочий температурный диапазон не учитывал нагрев от постоянного циклирования в +80°C. Пришлось экстренно менять на Parker с графитовым наполнением.
Сейчас для большинства заказов используем гидроцилиндры собственного производства — их проще адаптировать под нестандартные ходы штока. Например, для лесозаготовки делали модель с увеличенным вылетом, где важна была не столько сила смыкания, сколько точность позиционирования челюстей.
На сайте Shuangxiang мы как раз вынесли раздел с кастомными решениями — после того как заметили, что 60% клиентов приходят с доработанными чертежами. Особенно востребованы схемы с двойными цилиндрами для длиннозахватных моделей.
Подводные камни логистики
Многие недооценивают транспортные нюансы. Стандартный контейнер вмещает грейферы до 3,5 тонн — всё что тяжелее идёт в негабарите. Как-то отгрузили конструкцию 4,8 тонны для рудника — пришлось демонтировать раму и отгружать модулями. Сборка на месте заняла два дня вместо заявленных восьми часов.
Сейчас всегда советую клиентам предусмотреть в техзадании возможность разборки — даже если изначально планируется цельная конструкция. Это страховка от непредвиденных затрат на перевозку.
Кстати, по крепежу: китайские болты класса 8.8 стали заметно лучше за последние три года, но для ответственных узлов всё равно везём немецкие. Разница в цене 15-20%, но зато нет сюрпризов при ударных нагрузках.
Кейс: грейфер для металлолома с доработками
В прошлом году делали партию для уральского металлоприёмника. Заказчик настаивал на зубьях из китайской стали 40Х — мол, дешевле. После пробной смены показали ему фотографии деформации — согласился на Hardox 500. Стоимость выросла на 12%, но ресурс увеличился в четыре раза.
Там же применили схему с независимыми контурами гидравлики — каждый зуб имеет свой цилиндр. Это усложнило конструкцию, зато позволило захватывать некординарные грузы. Кстати, эту наработку потом использовали в грейфере для демонтажных работ.
Важный момент: при изготовлении грейфера для металлолома нельзя экономить на системе защиты от перегруза. Мы ставим клапаны с регулируемой настройкой — чтобы оператор мог подстроить давление под плотность материала. Без этого ломаются не только пальцы, но и деформируются траверсы.
Что чаще всего упускают при заказе
Расскажу про три типовых просчёта. Первый — не учитывают износ направляющих втулок. Делают их из обычной стали без закалки — через полгода появляется люфт. Мы перешли на бронзовые втулки с графитовой пропиткой — служат дольше, хоть и дороже на 25%.
Второй момент — окраска. Многие экономят на грунтовке, а потом удивляются коррозии в сварных швах. Наше правило: два слоя эпоксидного грунта + полиуретановая эмаль — даже для работы в морских портах.
Третий нюанс — документация. Как-то отправили грейфер в Беларусь без подробной схемы гидравлики — местные механики неделю разбирались с подключением. Теперь обязательно прикладываем интуитивно понятные чертежи с цветовой маркировкой контуров.
Перспективы и тупиковые ветви
Сейчас экспериментируем с композитными вставками для уменьшения веса — пока результаты противоречивые. Для малых моделей (до 1 тонны) выгода есть — экономия 15% массы без потери прочности. А для тяжёлых грейферов пока не нашли оптимального решения — композит не держит ударные нагрузки.
Из явных тупиков — попытка сделать ?универсальный? грейфер для всех материалов. Вроде бы логично, но на практике получается конструкция, которая плохо справляется с любыми задачами. Лучше делать специализированные версии — для сыпучих, для длинномеров, для металлолома.
Кстати, о сыпучих: здесь главный тренд — точное дозирование. Сейчас разрабатываем модель с датчиками заполнения — чтобы оператор видел не просто положение челюстей, а реальную степень заполнения ковша. Это особенно важно при погрузке дорогих материалов — тех же удобрений или химического сырья.
Вместо заключения: практические советы
Если планируете Китай изготовить грейфер, сразу уточняйте: нужен ли полный цикл (от проектирования до испытаний) или только производство по готовым чертежам. Мы в Тяньцзинь Шуансян обычно рекомендуем первый вариант — он на 20-30% дороже, но зато избегаете недоработок.
Всегда просите пробную сборку узлов перед покраской — чтобы проверить соосность и рабочие ходы. Лучше потратить день на контроль в цеху, чем неделю на переделку на объекте.
И главное — не стесняйтесь задавать вопросы производителю. Если в ответ получаете общие фразы без технических деталей — это повод насторожиться. Настоящий специалист всегда объяснит, почему выбрана та или иная толщина стенки цилиндра или марка стали.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Бункеры на заказ
Бункеры на заказ -
 Гидроцилиндр типа YG-R
Гидроцилиндр типа YG-R -
 Цепные звездочки для комплексной выемки
Цепные звездочки для комплексной выемки -
 Стойки гидравлических крепей
Стойки гидравлических крепей -
 Штампованные поковки различных конфигураций
Штампованные поковки различных конфигураций -
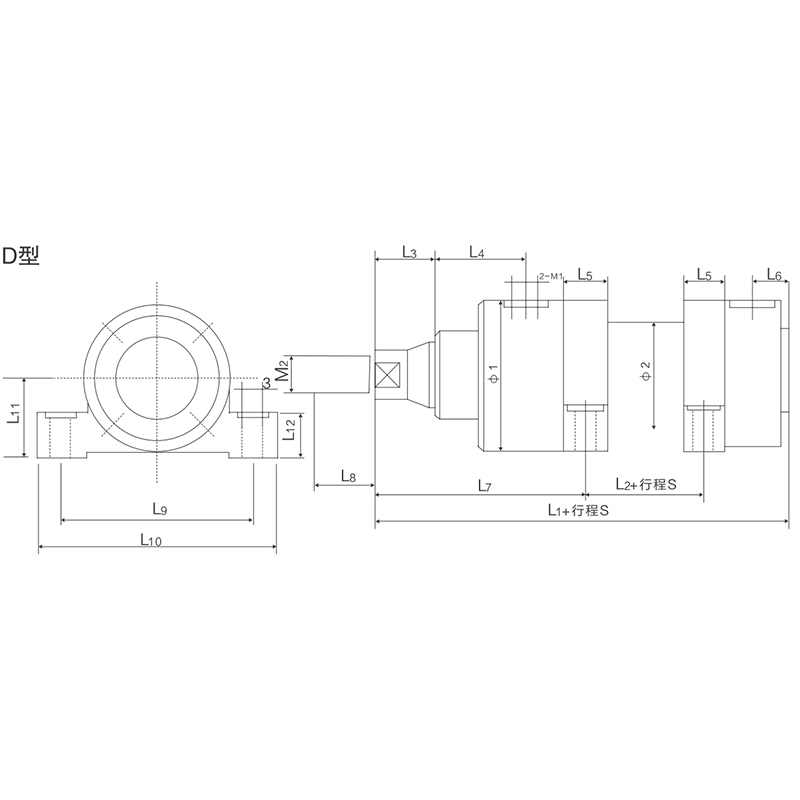 Гидроцилиндр типа YG-D
Гидроцилиндр типа YG-D -
 Изделия из нержавеющей стали на заказ
Изделия из нержавеющей стали на заказ -
 Автогрейдер SX200M
Автогрейдер SX200M -
 Углеподатчики на заказ
Углеподатчики на заказ -
 Гидроцилиндр типа YG-Z
Гидроцилиндр типа YG-Z -
 Стальные изделия на заказ
Стальные изделия на заказ -
 Скребки и поперечные балки
Скребки и поперечные балки
Связанный поиск
Связанный поиск- Китай автогрейдер lgce g9220f
- Китай малые гидравлические цилиндры
- Китай гидравлический цилиндр 50т
- Китай автогрейдер дз 98 двигатель
- Дешево гидроцилиндр поворота передних колес пя280
- Китай гидроцилиндры металлургической серии yg
- Китай инженерная техника вооружение
- Китай цилиндр гидравлический для пресса forsage
- Китай автогрейдеры среднего типа мощность 99 квт
- Китай щековая дробилка pe 1000x1200