




Китай как сделать гидравлический цилиндр
Когда ищешь в сети 'Китай как сделать гидравлический цилиндр', часто натыкаешься на поверхностные инструкции, где упускают ключевые нюансы. Многие думают, что достаточно скопировать чертежи и закупить сталь, но на деле всё упирается в технологическую дисциплину и понимание рабочих нагрузок.
От выбора материалов до первой партии
Помню наш первый заказ на гидравлические цилиндры для экскаваторов – тогда мы переоценили стойкость китайской стали 45Х. После трёх месяцев работы у клиента появились микротрещины на штоках. Пришлось срочно переходить на японскую сталь SCM440, хоть и дороже на 30%, но ресурс вырос втрое.
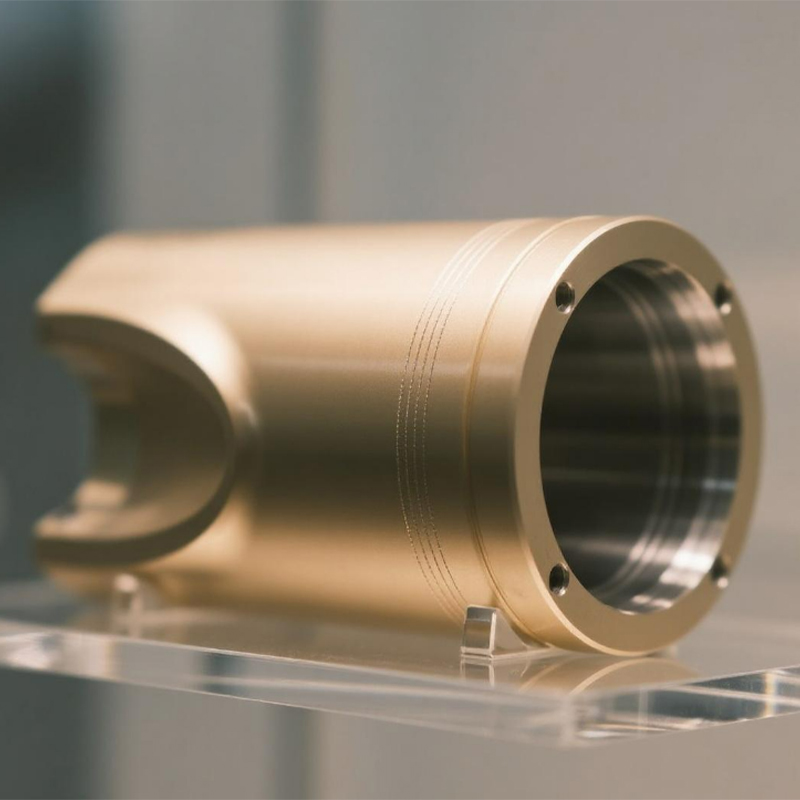
В ООО Тяньцзинь Шуансян мы теперь для ответственных узлов используем хромомолибденовые сплавы, особенно для гидроцилиндров горной техники. Важно не просто купить материал, а контролировать всю цепочку: от сертификации металла до термообработки. Как-то раз поставщик 'сэкономил' на нормализации заготовок – потом половина партии пошла в утиль из-за остаточных напряжений.
Токарная обработка – отдельная история. Для уплотнительных канавок нужно выдерживать шероховатость Ra 0.8, но многие цеха экономят на финишных операциях. Мы ввели обязательную проверку профилометром для каждого цилиндра, даже если это удлиняет цикл производства.
Сборка и испытания: где теряют качество
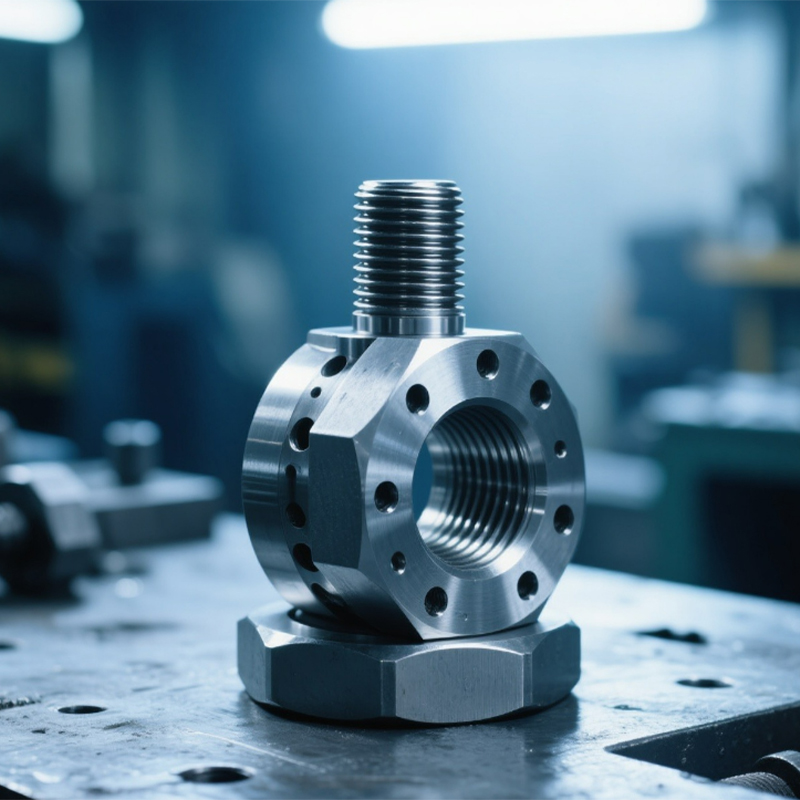
Собрать цилиндр – это полдела. На запуске новой линии для гидравлических цилиндров высокого давления (35 МПа) мы трижды переделывали технологию запрессовки проушин. Оказалось, нужно предварительно охлаждать втулки в жидком азоте – старый слесарь из Новосибирска подсказал, хотя в техдокументации этого не было.
Испытательный стенд – вот что отличает серьёзного производителя. Мы настраиваем его под каждый тип техники: для строительных цилиндров проверяем пиковые нагрузки с запасом 25%, для горных – добавляем тест на вибростойкость. Как-то пришлось отказаться от партии полиуретановых манжет от проверенного поставщика – при -40°С они дубели, хотя по паспорту должны были выдерживать -50°С.
Часто проблемы возникают на стыках: неправильно подобранные уплотнения Hallite для поворотных механизмов приводили к протечкам после 2000 циклов. Пришлось разработать свою таблицу совместимости уплотнений для разных рабочих сред – от водомасляных эмульсий до синтетических жидкостей.
Реальные кейсы и адаптация под российские условия
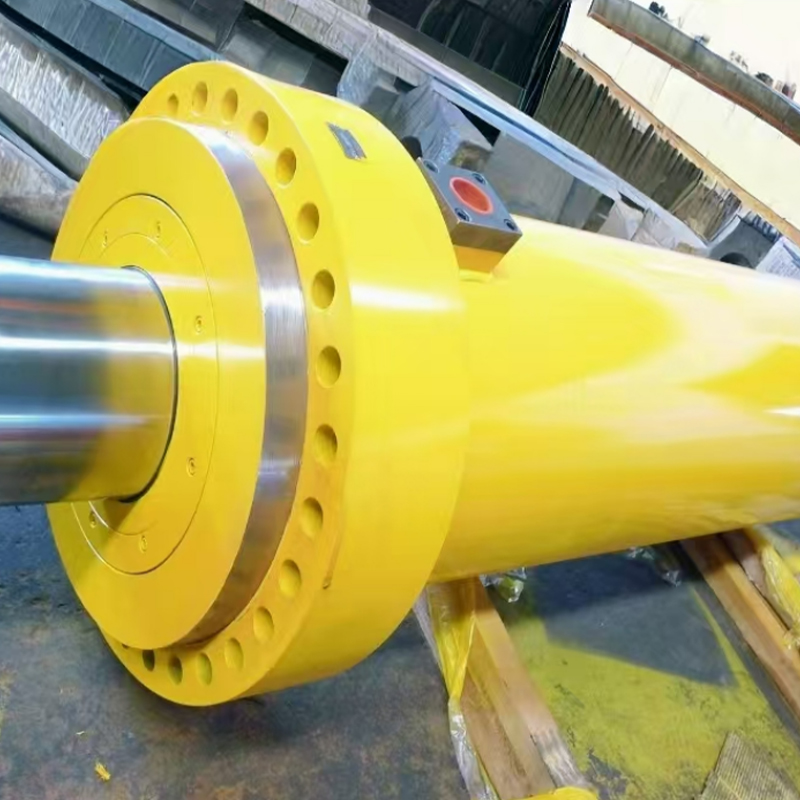
Когда поставляли гидроцилиндры для карьерных самосвалов в Кемерово, столкнулись с абразивным износом штоков из-за угольной пыли. Стандартное хромирование держалось всего 2 месяца. Решение нашли в двойном упрочнении: газопламенное напыление + лазерная закалка, хотя это и подняло стоимость на 15%.
Для лесозаготовительной техники пришлось полностью менять конструкцию гидравлических цилиндров – увеличили ход и добавили защитные гофры. Первые прототипы выходили из строя из-за попадания щепы в штоковую полость, хотя по расчетам всё должно было работать.
Интересный случай был с заказом из Якутии: при -55°С стандартные гидравлические жидкости замерзали в трубках. Перешли на синтетические составы Argon с антифризными присадками, параллельно утеплив гидрораспределители. Клиент сначала возмущался ценой, но после двух зим без поломок прислал повторный заказ.
Оборудование и кадры – два слагаемых успеха
Наше предприятие ООО Тяньцзинь Шуансян сначала работало на универсальных станках, но для сложных гидроцилиндров пришлось закупить японские ЧПУ Okuma. Разница в точности обработки поршневых канавок составила 0.02 мм – казалось бы, мелочь, но именно это снизило протечки на 40%.
Сварка корпусов – отдельная головная боль. Автоматические линии дают стабильность, но для нестандартных конструкций до сих пор держим двух сварщиков-универсалов с 20-летним опытом. Их ручная сварка под флюсом выдерживает нагрузки, где роботы дают трещины по швам.
Контроль качества мы выстроили по японской системе – каждый гидравлический цилиндр проходит минимум 8 проверок. Особенно строго смотрим чистоту внутренних полостей: однажды из-за металлической стружки в масляной магистрали у клиента заклинило весь экскаватор.
Что не пишут в технических руководствах
Нигде не найдёшь рекомендаций по работе с российскими клиентами, которые часто перегружают технику. Мы специально для наших заказчиков увеличиваем запас прочности на 15-20% по сравнению с европейскими стандартами. Это увеличивает вес и стоимость, зато снижает количество рекламаций.
Мелочи вроде правильной обкатки новых гидроцилиндров часто игнорируют. Мы начали прикладывать к каждой партии памятку на русском языке – простые советы по первому запуску снизили количество гарантийных случаев на 30%.
Сейчас экспериментируем с биметаллическими штоками – стальная основа с наплавкой износостойкого сплава. Пока дорого, но для шахтных условий это может стать прорывом. Первые тесты в Красноярске показали увеличение межремонтного периода в 1.8 раза.
Вместо заключения: почему стандартные решения не работают
За 12 лет работы через наше производство прошли сотни модификаций гидравлических цилиндров. Главный вывод: не бывает универсальных решений. То, что работает в подмосковном карьере, откажет в заполярной тундре.
Мы в ООО Тяньцзинь Шуансян продолжаем адаптировать конструкции под реальные условия – иногда это значит увеличивать толщину стенки, иногда менять уплотнения, а иногда полностью пересматривать технологию сборки. Как показывает практика, именно такие доработки отличают работоспособные изделия от теоретически правильных чертежей.
Сайт https://www.shuangxiang.ru мы используем не только для каталога, но и как базу знаний – там постепенно выкладываем технические заметки и случаи из практики. Может, кому-то пригодится наш опыт с теми же проблемами.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Цепные звездочки для комплексной выемки
Цепные звездочки для комплексной выемки -
 Стальные изделия на заказ
Стальные изделия на заказ -
 Бункеры на заказ
Бункеры на заказ -
 Гидроцилиндр типа YG-D
Гидроцилиндр типа YG-D -
 Гидроцилиндр типа YG-O
Гидроцилиндр типа YG-O -
 Автогрейдеры на заказ
Автогрейдеры на заказ -
 Изделия из алюминиевых сплавов на заказ
Изделия из алюминиевых сплавов на заказ -
 Изделия из нержавеющей стали на заказ
Изделия из нержавеющей стали на заказ -
 Гидроцилиндр типа YG-GR
Гидроцилиндр типа YG-GR -
 Штампованные поковки различных конфигураций
Штампованные поковки различных конфигураций -
 Быстроизнашивающиеся детали цепных распределителей
Быстроизнашивающиеся детали цепных распределителей -
 Гидроцилиндр типа YG-S
Гидроцилиндр типа YG-S
Связанный поиск
Связанный поиск- Китай кузовной гидравлический цилиндр
- Дешево гидроцилиндр поворота передних колес пя180
- Китай гидроцилиндр подъема отвала диншэн
- Китай гидроцилиндр подъема отвала пя180
- Китай ga500 цилиндр гидравлический
- Китай автогрейдер 160
- Китай грейфер для крана навесной
- Китай гидроцилиндр заднего рыхлителя тяньгун пя310
- Китай гидрораспределитель автогрейдера
- Китай устройства грейфера крана