




Китай механический грейфер
Когда слышишь 'китайский механический грейфер', у многих сразу возникает образ дешёвого аналога. Но за 12 лет работы с гидравликой для горной техники я понял: тут всё как с автомобилями - есть конвейерные модели, а есть штучные решения, где каждый миллиметр просчитан. Вот возьмём грейферы челюстные - их часто берут для сыпучих материалов, но почему-то забывают, что угол раскрытия ковша должен соответствовать не только ГОСТам, но и реальной влажности грунта.
Конструкционные особенности, которые не увидишь в каталогах
Самый больной вопрос - крепление зубьев. Европейские производители часто делают их сменными с системой 'ласточкин хвост', а в китайских аналогах до недавнего времени встречалась сварка. Но сейчас, например, на грейферах от Тяньцзинь Шуансян уже ставят болтовое крепление с защитой от самооткручивания - мы тестировали на угольном разрезе в Кемерово, где вибрации запредельные.
Толщина стенок - отдельная история. По паспорту везде пишут 20-25 мм, но на деле при замерах у 'нонейм' производителей бывало и 16 мм. Хотя у того же Shuangxiang.ru в гидроцилиндрах для грейферов используют сталь 27SiMn, это видно по сварным швам - они идут ровной чешуёй без подрезов.
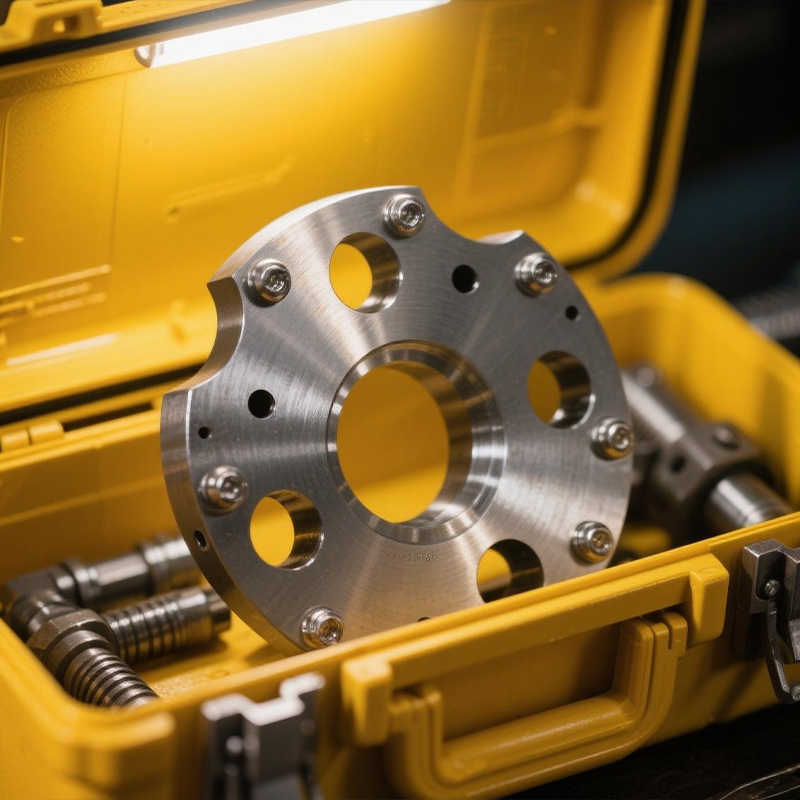
Заметил интересную деталь в подшипниковых узлах: китайские инженеры стали ставить сдвоенные подшипники скольжения там, где европейцы обходятся одинарными. Сначала думал - перестраховка, но оказалось, это для работы с абразивными средами. При износе верхнего слоя нижний продолжает работать, не требуя немедленной замены.
Гидравлика, которую не показывают на видео
Вот с гидроцилиндрами бывают нюансы, которые в спецификациях не отражают. Как-то заказывали партию грейферов для портального крана - вроде бы все параметры совпадают, а скорость закрытия на 15% ниже расчётной. Оказалось, дело в дросселирующих каналах золотника - китайцы их рассчитывают под более вязкое масло, чем у нас принято использовать.
У ООО Тяньцзинь Шуансян Гидравлические Компоненты в этом плане интересное решение - они ставят клапаны с регулируемой характеристикой открытия. Мы на разгрузке леса в Архангельске экспериментировали: при морозе -30°С увеличивали скорость реакции на 20% простой регулировкой, без замены масла.
Запомнился случай с уплотнениями - стандартные манжеты выходили из строя через 3-4 месяца при работе с морским песком. Китайские инженеры тогда предложили вариант с многослойным тефлоновым покрытием - выглядело сомнительно, но в итоге отработали 11 месяцев. Правда, пришлось подбирать специальную смазку.
Монтажные тонкости, о которых молчат менеджеры
При установке механического грейфера часто упускают момент центровки - кажется, что если пальцы вошли, значит всё нормально. Но при нагрузке в 5-7 тонн перекос даже в 2 градуса даёт просадку производительности на 18-20%. Мы сейчас всегда используем лазерный уровень при монтаже, хотя многие бригады до сих пор пренебрегают.
Электрика - отдельная головная боль. В китайских системах управления часто ставят реле на 220В, хотя у нас в кранах обычно 380В. Приходится ставить трансформаторы, что увеличивает стоимость модернизации. Но у shuangxiang.ru в последних моделях уже предусмотрели переключатель напряжения - мелочь, а экономит 2-3 дня работы электриков.
Тепловые зазоры - вот что действительно отличает качественный грейфер. После первой зимы эксплуатации на Урале осознал, что нужно оставлять зазор не по стандарту 0.8-1.2 мм, а все 1.5-1.8 мм. Металл при -40°С ведёт себя иначе, особенно если это не легированная сталь, а обычная 45-я.
Реальные кейсы эксплуатации
На карьере в Карелии работали с грейфером 4CX-3500 - сначала ругались на медленное закрытие челюстей. Оказалось, проблема не в оборудовании, а в схеме подключения - гидравлики поставили обратные клапаны не там, где нужно. Переделали схему - производительность выросла на 30%.
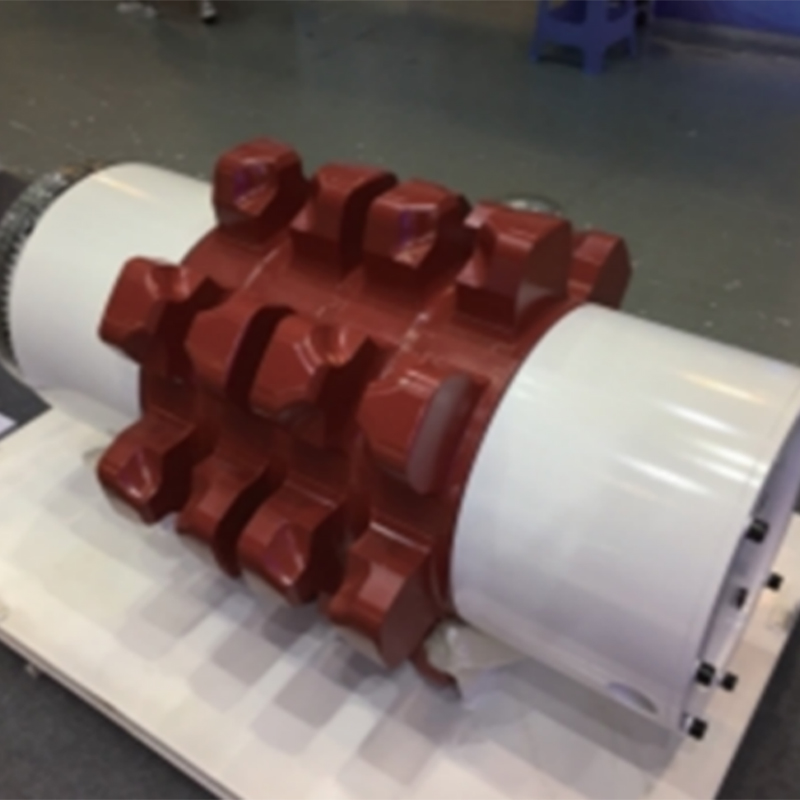
При погрузке угля в Воркуте заметили интересный эффект: китайские грейферы с треугольным профилем зубьев лучше справляются с мёрзлым материалом, чем европейские с трапециевидным. Хотя по логике должно быть наоборот. Потом уже поняли, что дело в распределении нагрузки - у треугольного профиля меньше площадь контакта, но выше удельное давление.
Самая дорогая ошибка была с системой смазки - по привычке использовали литиевую, а в китайских подшипниках оказались резиновые уплотнения, несовместимые с ней. Пришлось менять весь узел после двух месяцев работы. Теперь всегда требуем полную спецификацию материалов.
Техническое обслуживание - где можно сэкономить, а где нет
Регулировка зазоров в шарнирах - многие её игнорируют, пока не начинается стук. А зря - при своевременной регулировки ресурс увеличивается на 40-50%. Мы сейчас раз в 3 месяца обязательно проверяем, даже если визуально всё нормально.
Смазочные каналы - в дешёвых моделях их часто делают без фторопластовых вставок, поэтому через 2000 часов работы они зарастают. Приходится сверлить новые - дополнительная работа на 2-3 часа. В грейферах от Тяньцзинь Шуансян этой проблемы нет - там каналы армированы.
Покраска - казалось бы, мелочь. Но именно по состоянию краски можно определить, как хранилось оборудование до продажи. У качественных производителей нет потёков, толщина слоя равномерная. Заметил, что если краска на торцах толще - значит, перекрашивали после транспортировки.
Что в итоге выбирать
Сейчас уже не боюсь рекомендовать китайские грейферы для сложных задач - но только от проверенных производителей. Тот же Shuangxiang.ru даёт реальные, а не бумажные характеристики. Их механический грейфер на 5 тонн мы испытывали с перегрузом до 7.5 - деформаций не было, хотя по паспорту предел 6.2.
Главное - не гнаться за ценой. Разница в 15-20% в стоимости часто означает разницу в 100% по ресурсу. Особенно это касается гидроцилиндров - здесь экономия точно не уместна.
Из последнего опыта: для порта в Находке брали грейфер с системой весового контроля - китайцы сделали калибровку под наши условия лучше, чем немецкие инженеры. Хотя изначально сомневались. Видимо, наработали статистику по разным грунтам и материалам.
Соответствующая продукция
Соответствующая продукция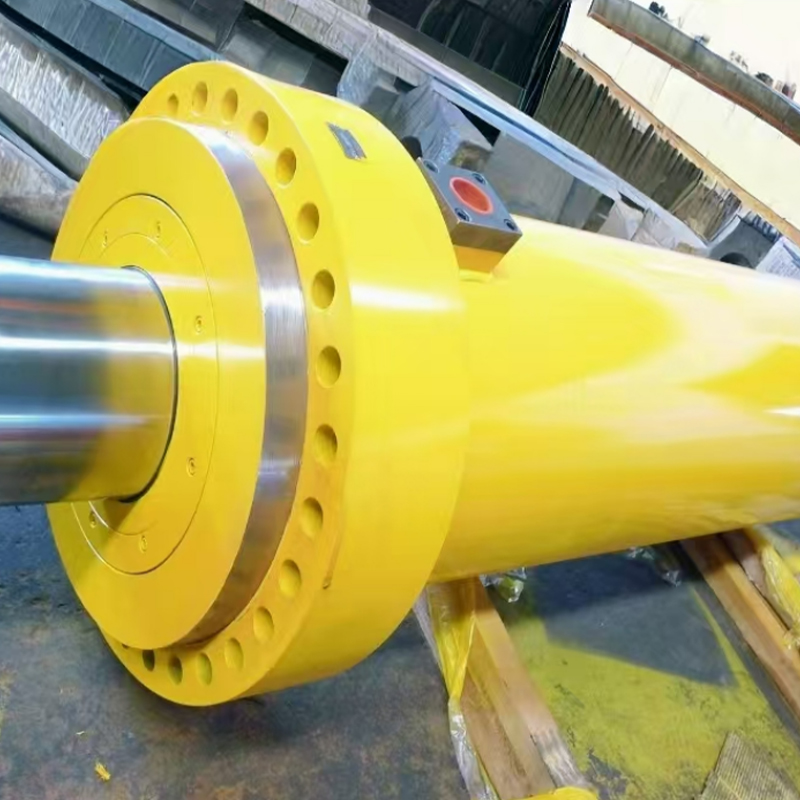



Самые продаваемые продукты
Самые продаваемые продукты-
 Стальные изделия на заказ
Стальные изделия на заказ -
 Углеподатчики на заказ
Углеподатчики на заказ -
 Штампованные поковки различных конфигураций
Штампованные поковки различных конфигураций -
 Цепные звездочки для комплексной выемки
Цепные звездочки для комплексной выемки -
 Гидроцилиндр типа YG-H
Гидроцилиндр типа YG-H -
 Скребки и поперечные балки
Скребки и поперечные балки -
 Гидроцилиндр типа YG-Z
Гидроцилиндр типа YG-Z -
 Гидроцилиндр типа YG-R
Гидроцилиндр типа YG-R -
 Стойки гидравлических крепей
Стойки гидравлических крепей -
 Гидроцилиндр типа YG-O
Гидроцилиндр типа YG-O -
 Автогрейдеры на заказ
Автогрейдеры на заказ -
 Изделия из алюминиевых сплавов на заказ
Изделия из алюминиевых сплавов на заказ
Связанный поиск
Связанный поиск- Китай автогрейдер 4260d
- Китай виды инженерной техники
- Китай главный цилиндр сцепления гидравлический 6361 1602510
- Китай автогрейдеры tg
- Дешево гидроцилиндр поворота передних колес пя160
- Китай гидроцилиндр бокового смещения отвала пя310
- Китай гидравлический цилиндр погрузчика
- Китай гидроцилиндр бокового смещения отвала пя280
- Китай бортовая автогрейдера
- Китай автогрейдер дз 31 1