




Китай производство щековой дробилки
Когда слышишь ?Китай производство щековой дробилки?, многие сразу представляют дешёвые копии. Но за 12 лет работы с горным оборудованием я убедился: китайские производители научились делать машины, которые не просто дёшевы, а по-настоящему выносливы в условиях сибирских карьеров. Хотя, конечно, есть нюансы...
Эволюция китайских щековых дробилок
Помню, как в 2015-м мы тестировали щековую дробилку из провинции Хэнань. Машина вроде бы повторяла европейские аналоги, но при переработке абразивного гранита плиты изнашивались за 3 месяца вместо заявленных 8. Пришлось вместе с инженерами ООО Тяньцзинь Шуансян перепроектировать систему крепления подвижной щеки - оказалось, проблема в вибрациях, которые не учитывались при калибровке подшипниковых узлов.
Сейчас китайские заводы часто используют литые станины из HG785 стали - это заметно лучше ранних моделей. Но до сих пор встречаю конструкции, где экономия на гидравлике приводит к заклиниванию при перегрузке. На сайте shuangxiang.ru я видел их подход к гидроцилиндрам для дробильного оборудования - там как раз учтены пиковые давления, что редкость для бюджетных линеек.
Любопытный момент: многие недооценивают важность системы смазки. В 2019-м на одном из карьеров в Красноярском крае мы месяц боролись с перегревом подшипников на дробилке PE600×900. Решение оказалось простым - заменили штатные масляные фильтры на дисковые сепараторы, но это потребовало переделки всей гидравлической схемы.
Практические кейсы с российскими заказчиками
В прошлом году поставляли комплект гидроцилиндров для щековой дробилки на угольный разрез в Кемерово. Заказчик изначально скептически относился к китайским компонентам, но после тестов на морозостойкость (работа при -45°C с специальной гидравлической жидкостью) согласился на пробную эксплуатацию. Через 9 месяцев - нулевые течи по сальникам.
Интересно наблюдать, как меняется геометрия камеры дробления у новых моделей. Раньше китайские производители копировали старые советские чертежи, сейчас же видны собственные разработки - например, зигзагообразный профиль щёк для лучшего захвата плитняка. Хотя иногда встречаются перемудрённые решения, которые только увеличивают стоимость обслуживания.
Особенно показательна история с заменой распорных плит. На некоторых заводах до сих пор используют чугун вместо легированной стали, что приводит к частым поломкам при переработке железной руды. Мы с коллегами из Тяньцзинь Шуансян как-раз разрабатывали усиленные варианты для дробилок PEX-250×1000 - пришлось увеличить рёбра жёсткости на 15%.
Технические особенности, которые стоит проверять
Регулировочный узел - вот где чаще всего скрываются проблемы. Видел десятки случаев, когда клинья регулировки закисали после 2-3 месяцев работы. Причина - несовершенство защитных кожухов, через которые попадает пыль. На новых моделях стали ставить лабиринтные уплотнения, но их эффективность нужно проверять индивидуально.
Электродвигатели - отдельная тема. Китайские производители часто экономят на изоляции обмоток, что в условиях влажного климата Дальнего Востока приводит к межвитковым замыканиям. Рекомендую всегда запрашивать протоколы испытаний по влагостойкости - это сэкономит нервы при эксплуатации.
Система защиты от перегрузок - многие до сих пор используют пружинные механизмы вместо гидравлики. Для небольших карьеров это допустимо, но при постоянной работе с твёрдыми породами лучше доплатить за гидравлическую защиту. Кстати, на shuangxiang.ru есть хорошие решения по этому направлению - они как раз учитывают ударные нагрузки.
Сервис и логистика
Запчасти - главная головная боль. Стандартные сроки поставки 45-60 дней, но в сезон могут растягиваться до 90. Поэтому мы всегда советуем клиентам создавать трёхмесячный запас критичных компонентов - тех же дробящих плит или эксцентриковых валов.
Любопытно, что некоторые российские компании стали налаживать локальное производство изнашиваемых частей по китайским лекалам. Получается дешевле оригиналов на 20-30%, хотя по качеству пока есть вопросы - особенно по чистоте обработки посадочных мест.
С обучением персонала ситуация улучшилась. Раньше инструкции переводились машинным способом, сейчас многие производители, включая партнёров из ООО Тяньцзинь Шуансян, нанимают русскоязычных технических писателей. Это реально снижает количество ошибок при монтаже.
Перспективы и тренды
Заметил, что последние 2 года китайские заводы активно внедряют системы мониторинга вибрации. Пока это простейшие датчики, но уже вижу потенциал - особенно для прогнозирования замены подшипников. Хотя наши механики часто скептически относятся к такой автоматике, предпочитая ?послушать? машину.
Экологичность - новое направление. На выставке в Шанхае видел прототипы с системой пылеподавления, встроенной непосредственно в камеру дробления. Решение интересное, но пока дорогое - добавляет около 15% к стоимости базовой модели.
Гибридные приводы - пока экзотика, но уже есть пилотные проекты для арктических регионов. Сочетание дизельного генератора и электромотора позволяет экономить до 40% топлива при работе в удалённых карьерах. Думаю, через 3-4 года это станет стандартом для премиум-сегмента.
В целом, китайское дробильное оборудование перестало быть просто дешёвой альтернативой. Да, ещё есть проблемы с контролем качества на некоторых заводах, но тесное сотрудничество с российскими инжиниринговыми компаниями, такими как Тяньцзинь Шуансян, постепенно нивелирует эти недостатки. Главное - не гнаться за минимальной ценой, а тщательно проверять техническую документацию и тестовые отчёты.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Гидроцилиндр типа YG-GR
Гидроцилиндр типа YG-GR -
 Углеподатчики на заказ
Углеподатчики на заказ -
 Гидроцилиндр типа YG-S
Гидроцилиндр типа YG-S -
 Изделия из нержавеющей стали на заказ
Изделия из нержавеющей стали на заказ -
 Бункеры на заказ
Бункеры на заказ -
 Гидроцилиндр типа YG-R
Гидроцилиндр типа YG-R -
 Скребки и поперечные балки
Скребки и поперечные балки -
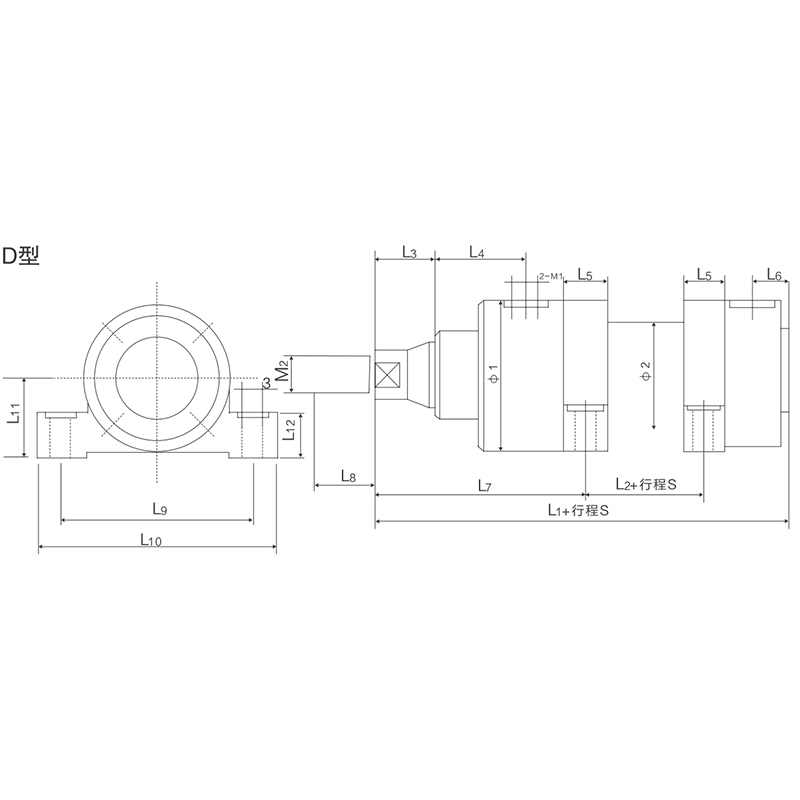 Гидроцилиндр типа YG-D
Гидроцилиндр типа YG-D -
 Гидроцилиндр типа YG-O
Гидроцилиндр типа YG-O -
 Автогрейдеры на заказ
Автогрейдеры на заказ -
 Гидроцилиндр типа YG-Z
Гидроцилиндр типа YG-Z -
 Штампованные поковки различных конфигураций
Штампованные поковки различных конфигураций
Связанный поиск
Связанный поиск- Китай автогрейдер диншэн чжунгун py310m
- Китай аренда грейфера
- Китай гидроцилиндр поворота передних колес диншэн пя180
- Китай щековая дробилка бу
- Дешево гидроцилиндр шарнирно-сочлененного поворота пя160
- Китай официальный дистрибьютор гусеничный щековые дробилки
- Китай автогрейдер 14 02
- Китай автогрейдер lgce
- Китай дробилка валково щековая
- Китай гидравлический цилиндр 100т