




Китай работа щековой дробилки видео
Когда ищешь в сети Китай работа щековой дробилки видео, обычно показывают идеальные съёмки с ровным гулом мотора и плавным ходом плит. Но на деле за этим стоят нюансы, которые в роликах не разглядишь — например, как поведёт себя станина после полугода работы на гравийном карьере.
Конструктивные особенности китайских дробилок
Возьмём для примера модель PE-600×900 — у нас на объекте как раз такая отрабатывает второй сезон. Челюстные плиты из марганцовистой стали STH-11, но вот крепление подвижной щеки иногда даёт люфт при перегрузках. Не критично, но зазоры приходится проверять чаще, чем у европейских аналогов.
С гидравликой интересно получилось: изначально ставили родные цилиндры, но после двух случаев протечки перешли на комплектующие от ООО Тяньцзинь Шуансян Гидравлические Компоненты. У них как раз есть спецсерия для горного оборудования — с усиленными штоками и тефлоновыми уплотнениями.
Кстати, про гидравлические компоненты — многие недооценивают важность качества именно в этом узле. А ведь если цилиндр не держит давление, вся регулировка разгрузочной щели идёт насмарку. Проверяли на трёх объектах: где ставили усиленные варианты, там и плиты меньше истирались.
Типичные проблемы при эксплуатации
Самое больное место — подшипниковые узлы. На видео никогда не покажут, как забивается пыль в лабиринтные уплотнения после переработки 5000 тонн известняка. Приходится ставить дополнительные щитки — обычные резиновые отливы не спасают.
Электрика тоже преподносит сюрпризы. Частотные преобразователи китайского производства иногда сбоят при температуре ниже -15°C. Решение нашли через того же поставщика — Shuangxiang поставляет утеплённые шкафы управления с подогревом. Мелочь, а продлевает межсервисный интервал.
Ещё момент с работой щековой дробилки — многие операторы пытаются экономить на плитах, переворачивая их по 4-5 раз. Но при таком подходе падает не только производительность — начинает вибрировать весь корпус. Проверено: лучше менять вовремя, иначе ремонт станины обойдётся дороже.
Кейс с карьером в Свердловской области
В прошлом году запускали линию с двумя щековиками PE-750×1060. Первый месяц — идеальные показатели, но потом начались проблемы с системой смазки. Оказалось, родные трубки не выдерживали вибрации при работе с гранитом.
Переделали схему с использованием гибких рукавов высокого давления от Тяньцзинь Шуансян. Их гидроцилиндры как раз рассчитаны на переменные нагрузки — взяли ту же технологию для смазочной системы. После модернизации проработали уже 8 месяцев без замечаний.
Интересно, что производитель в документации указывал давление в системе 16 МПа, а по факту пиковые значения доходили до 22 МПа. Пришлось ставить предохранительные клапаны с запасом. Это к вопросу о том, почему нельзя слепо доверять техпаспортам.
Советы по обслуживанию
Регулярная проверка зазора — это банально, но сколько раз видел, что пренебрегают! Особенно после замены плит. Новые элементы должны приработаться, поэтому первые 2-3 дня замеры делаем ежесменно.
Смазка подшипников — отдельная тема. Литол-24 не всегда подходит для ударных нагрузок. Перешли на специализированные составы для горного оборудования — те же, что рекомендует ООО Тяньцзинь Шуансян в своих каталогах для гидросистем.
Важный момент: при замене гидроцилиндров обязательно проверяйте совместимость по посадочным местам. Китайские производители иногда меняют размеры без предупреждения. Мы как-то попали на простой из-за разницы в 3 мм по осям крепления.
Перспективы модернизации
Сейчас экспериментируем с системой мониторинга вибрации — ставим датчики на станину и шкив. Предварительные данные показывают, что можно прогнозировать износ подшипников за 40-50 часов до критического состояния.
Планируем испытать новые комплекты плит от того же Тяньцзинь Шуансян — у них появилась серия с добавлением карбида вольфрама. По заверениям производителя, ресурс должен вырасти на 30%, но проверим в работе.
Из последнего: пробуем адаптировать систему пылеподавления от европейских аналогов. На китайских дробилках часто экономят на этом узле, а ведь именно пыль убивает электродвигатели и подшипники быстрее всего.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Гидроцилиндр типа YG-R
Гидроцилиндр типа YG-R -
 Гидроцилиндр типа YG-GR
Гидроцилиндр типа YG-GR -
 Штампованные поковки различных конфигураций
Штампованные поковки различных конфигураций -
 Гидроцилиндр типа YG-Z
Гидроцилиндр типа YG-Z -
 Автогрейдер SX180M
Автогрейдер SX180M -
 Углеподатчики на заказ
Углеподатчики на заказ -
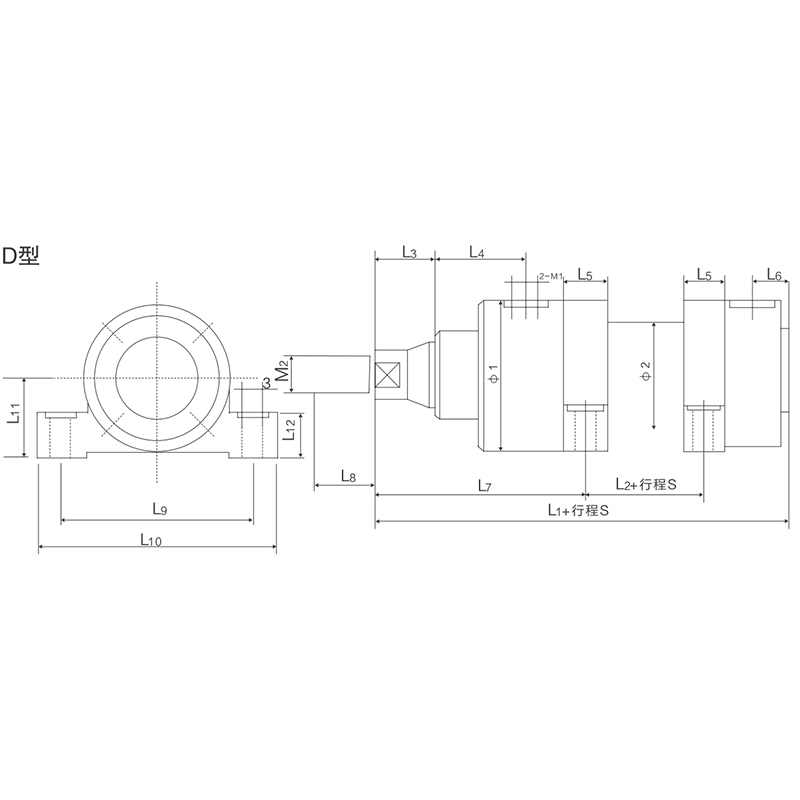 Гидроцилиндр типа YG-D
Гидроцилиндр типа YG-D -
 Автогрейдеры на заказ
Автогрейдеры на заказ -
 Изделия из нержавеющей стали на заказ
Изделия из нержавеющей стали на заказ -
 Быстроизнашивающиеся детали цепных распределителей
Быстроизнашивающиеся детали цепных распределителей -
 Гидроцилиндр типа YG-O
Гидроцилиндр типа YG-O -
 Гидроцилиндр типа YG-H
Гидроцилиндр типа YG-H
Связанный поиск
Связанный поиск- Китай профессионал грейфер
- Китай цилиндр гидравлический подъема стрелы 10c0091 liugong
- Китай болты и гайки для шахтных скребков
- Китай грейфер бу
- Дешево гидроцилиндр изменения угла резания пя310
- Дешево гидроцилиндр фиксатора качающейся рамы тяньгун
- Дешево гидроцилиндр бокового смещения отвала пя180
- Китай автогрейдер трактор
- Китай автогрейдер на севере
- Китай гидроцилиндр фиксатора качающейся рамы диншэн пя180