




Китай тяжелый гидроцилиндр двустороннего действия для металлургического оборудования
Когда слышишь про тяжелые гидроцилиндры двустороннего действия из Китая, сразу всплывают стереотипы — мол, дешево, но ненадежно. А ведь на прокатных станах или машинах непрерывного литья заготовок эти узлы работают в адских условиях: температуры под 200°C, ударные нагрузки, агрессивная эмульсия вместо гидравлики. Года три назад мы ставили экспериментальный цилиндр от ООО 'Тяньцзинь Шуансян' на редукционный квартет — и до сих пор ни течи сальников, ни задиров на штоке. Хотя изначально сомневались: китайская сталь для гильз, кажется, должна быстрее 'уставать'...
Конструктивные особенности, которые не всегда очевидны
Вот смотрите — классический гидроцилиндр двустороннего действия для обжимных клетей. Казалось бы, ничего сложного: гильза, шток, поршень. Но когда речь о ходах под 3 метра и усилиях в 400 тонн, мелочи становятся критичными. Например, способ крепления грязесъемника. У Shuangxiang в моделях для металлургии стоит двухконтурное уплотнение с дренажными каналами — мелочь, а предотвращает вспенивание масла при резких реверсах.
Кстати, про материалы. Китайские производители давно перешли с 45-й стали на 40CrNiMoA для штоков — это видно по микроструктуре после азотирования. Но вот что важно: термообработку они часто делают 'волнами', из-за чего предел выносливости плавает партиями. Мы как-то получили три цилиндра, где у двух предел усталости был на 20% ниже заявленного. Пришлось вскрывать технологические журналы — оказалось, перепутали режимы закалки.
Еще нюанс — подшипники скольжения в направляющих втулках. Европейцы ставят бронзу ОЦС-5-5-5, китайцы часто используют композиты с тефлоном. В теории это снижает трение, но на горячих участках (<80°C) материал 'плывет'. Пришлось на одном из станов МНЛЗ переделывать посадки — заказывали втулки с бронзой отдельно, благо у Shuangxiang гильзы унифицированные.
Практика монтажа и типичные ошибки
Помню случай на новом слябинге — монтировали гидроцилиндр для металлургического оборудования от Тяньцзинь Шуансян, и служба главного механика забыла про центровку по оси нагрузки. Цилиндр-то тяжелый, двустороннего действия — любая паразитная нагрузка убивает уплотнения. Через две недели пошли течи через сальник штока. Разобрали — а там эллипсность гильзы в зоне крепления. Хорошо, что производитель дал запасные манжеты в комплекте.
Сейчас всегда требую на запуске делать замеры вибродиагностики — особенно для цилиндров с полостями высокого давления (свыше 32 МПа). Китайские производители, включая Shuangxiang, стали ставить датчики давления прямо во фланцах — удобно для диагностики. Но вот калибровку этих сенсоров нужно проверять сразу: на том же слябинге показания расходились на 12% с эталонным манометром.
Еще из практики: никогда не экономьте на гидравлической жидкости для прокатных станов. Даже с идеальными цилиндрами. Как-то попробовали использовать более дешевое масло — через 2000 часов работы появился износ на зеркале гильзы. Вскрытие показало — примеси абразива в жидкости. Пришлось менять все уплотнения и шлифовать гильзу. Сейчас работаем только с маслами, одобренными производителем — у Shuangxiang в спецификациях четко прописан список совместимых жидкостей.
Ремонтопригодность и логистика
Вот что реально радует в цилиндрах от ООО Тяньцзинь Шуансян — ремонтопригодность. Все разборное, посадочные места имеют стандартные допуски. Недавно на стане горячей прокатки меняли уплотнительные узлы — сняли старые манжеты, поставили новые без подгонки. Хотя с немецкими цилиндрами часто приходится растачивать посадочные места.
С запчастями тоже нет проблем — склад в Подмосковье держит все основные комплектующие. В прошлом месяце срочно нужен был ремкомплект для цилиндра правки прутка — привезли за 3 дня. Для металлургического производства это критично — простой клети стоит дороже, чем сам цилиндр.
Кстати, про межремонтные интервалы. В документации пишут 15 000 часов, но по факту на участках с ударными нагрузками (например, ножницы горячей резки) лучше делать диагностику каждые 8 000. Мы как-то попали на внеплановый ремонт из-за трещины в проушине — вибрация сделала свое дело. Теперь на такие узлы ставим дополнительные датчики контроля целостности.
Экономика vs надежность
Когда считаешь стоимость владения, китайские гидроцилиндры для металлургии часто выигрывают не ценой, а адаптивностью. Европейские производители требуют соблюдения всех условий гарантии до запятой, китайцы более гибкие. Например, при замене уплотнений на неоригинальные (что в металлургии часто бывает) они все равно сохраняют поддержку.
Но есть и подводные камни. Как-то заказали партию цилиндров для реконструкции стана — и в двух из десяти обнаружили несоответствие чертежам по длине хода. Погрешность всего 3 мм, но для позиционирования валков это критично. Пришлось переделывать на месте. С тех пор всегда проверяем геометрию при приемке.
Сейчас Shuangxiang активно развивает направление гидроцилиндров двустороннего действия специально для российского рынка — учитывают наши стандарты подключения, климатические особенности. Например, для северных регионов делают специальные исполнения с морозостойкими уплотнениями. Мелочь, а приятно.
Перспективы и ограничения
Если говорить о будущем, то китайские производители явно делают ставку на умные системы. У того же Shuangxiang уже есть цилиндры со встроенными датчиками положения и температуры — данные сразу в АСУ ТП. Для новых проектов это удобно, но вот для модернизации существующих станов часто проще ставить классические варианты.
Ограничение пока одно — материалы для экстремальных температур. Для участков с нагревом свыше 300°C все равно приходится брать европейские цилиндры с специальной сталью. Китайцы экспериментируют с покрытиями, но пока массовых решений нет.
В целом же, за последние 5 лет качество китайских гидроцилиндров для металлургии выросло заметно. И если раньше их ставили только на вспомогательное оборудование, то сейчас уверенно работают и на основном. Главное — не гнаться за дешевизной, а выбирать проверенных поставщиков с технической поддержкой. Как тот же ООО 'Тяньцзинь Шуансян', у которых есть и инжиниринг, и сервис на месте.
Соответствующая продукция
Соответствующая продукция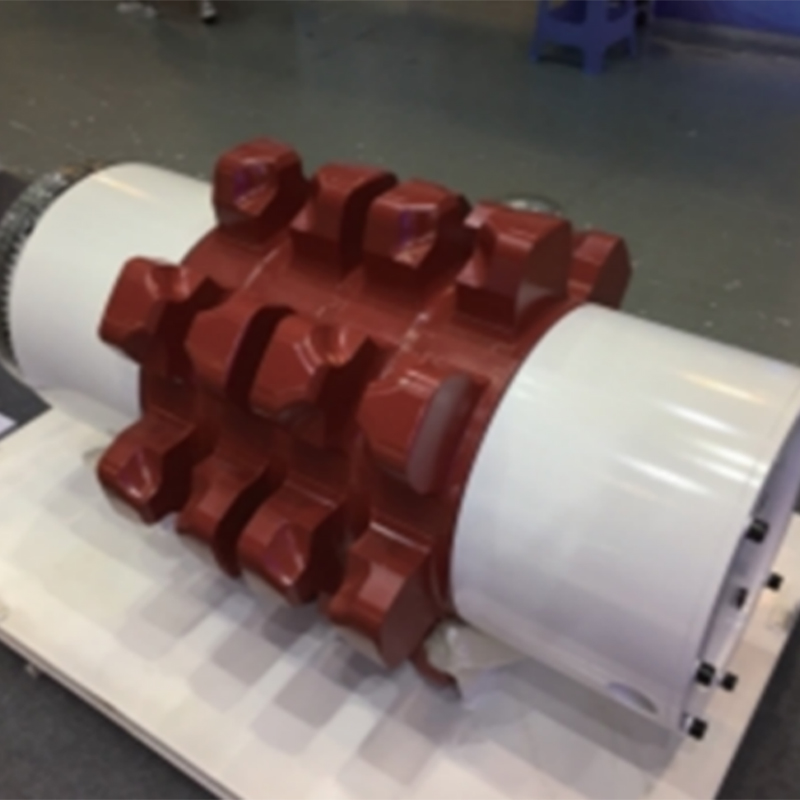

Самые продаваемые продукты
Самые продаваемые продукты-
 Стальные изделия на заказ
Стальные изделия на заказ -
 Бункеры на заказ
Бункеры на заказ -
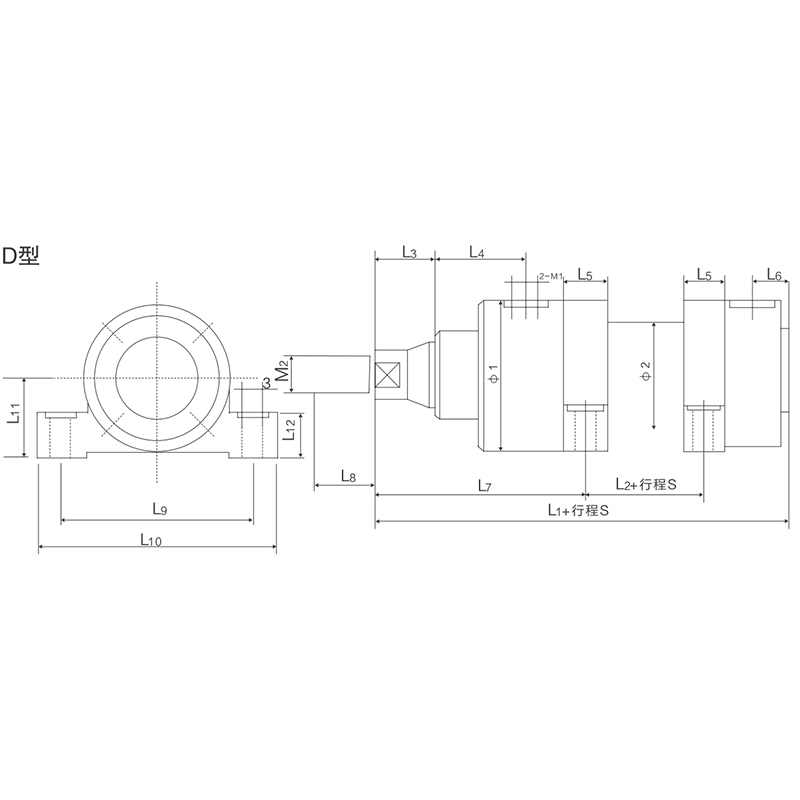 Гидроцилиндр типа YG-D
Гидроцилиндр типа YG-D -
 Гидроцилиндр типа YG-O
Гидроцилиндр типа YG-O -
 Автогрейдер SX200M
Автогрейдер SX200M -
 Изделия из нержавеющей стали на заказ
Изделия из нержавеющей стали на заказ -
 Углеподатчики на заказ
Углеподатчики на заказ -
 Гидроцилиндр типа YG-H
Гидроцилиндр типа YG-H -
 Гидроцилиндр типа YG-Z
Гидроцилиндр типа YG-Z -
 Быстроизнашивающиеся детали цепных распределителей
Быстроизнашивающиеся детали цепных распределителей -
 Автогрейдер SX180M
Автогрейдер SX180M -
 Штампованные поковки различных конфигураций
Штампованные поковки различных конфигураций
Связанный поиск
Связанный поиск- Китай производство щековой дробилки
- Китай гидроцилиндр наклона передних колес диншэн пя180
- Китай мост автогрейдер дз 98
- Китай ga500ru1 цилиндр гидравлический
- Китай гидроцилиндр подъема отвала пя160
- Китай гост гидроцилиндры поршневые
- Китай дробилки грохоты щековые дробилки
- Китай цилиндр гидравлический прямого действия
- Китай автогрейдер казахстан
- Китай автогрейдер дз 98